#01 It is silent and environmentally friendly, which solves the problem of recruitment
Traditional brake pad backing plate hydraulic press is particularly noisy during production process,seriously affecting the working conditions of workers.
Not to mention wearing earplugs when starting work, the factory will often be complained by nearby residents.The working hours are very limited.
According to the process characteristics,DEKUMA adopts hydraulic press with a servo motor driving oil pump to replace the traditional punching machine to produce brake pad backing plate.
Traditional punching machine has no acceleration and deceleration functions.Instead, it produces by the collision and extrusion of the upper and lower dies. It will make noise when colliding.
But the servo press can slow it down before the collision.Then try to reduce the noise of the collision as much as possible.
Our steel backing hydraulic press can be almost silent when in standby.The impact force during operation can also be much lower than that of traditional punching machine.Reducing the working noise from a maximum of 120dB to 75-78dB,workers don’t need to wear earplugs when using DEKUMA steel backing hydraulic press.
If you feel better, your work will definitely be easier.The product qualification ratio will also increase.And the problems such as difficulty in recruiting workers or limited working hours due to loud noise will be easily solved.
#02 Energy saving and consumption reduction, reducing production costIn fact, the motor system of traditional hydraulic press, whether in standby or at work outputs at full speed.This will result in the problems such as high energy consumption and high operating cost.We DEKUMA, based on our many years of servo press manufacturing technology and control experience,provide servo motor system for brake pad backing plate hydraulic press.When the machine is in standby, the motor can ensure no speed output.
When working, it can output speed and torque without loss according to the actual needs of each process,thereby reducing shock and noise and saving energy.We have conducted electric energy tests on both ordinary press and servo press.After a long period of observation,we can see that the servo press is indeed about 30% more energy efficient than the ordinary one.
#03 Ultra-high precision, precise size controlOrdinary hydraulic press needs to use special dies during operation to ensure precise control of product size.The operation process is very cumbersome.Our team has accumulated experience and innovated in the press acceleration and deceleration program algorithm for many years.We utilize advanced servo motor to drive oil pump system,plus high precision displacement ruler and pressure sensor to guarantee the precision of brake pad backing plate hydraulic press during operation,and precisely control position and pressure.After actual measurement, even under high-speed production,the repeatability precision can be guaranteed within ±0.05mm, up to ±0.02mm.
In this way, we can meet the repeatability precision of product without the need for limit baffles.Repeatability precision is a very important requirement for the product,which cannot be achieved by ordinary hydraulic press.The precision of products produced by our brake pad backing plate hydraulic press is able to meet the requirements of high-end brand auto parts.This is what our customers have fed back,not boasting.In second part, we will talk about the Cosmos hydraulic press advantages of “cushion cylinder refined, small footprint, high productivity”.Dekuma will keep up with industry trends and market changes and continue to innovate itself, and continue to provide customers in domestic and overseas market with intelligent, automated, and more specialized overall solutions.
Recently, DEKUMA’s upgraded and optimized new RC480 automated rubber track production machine has been commissioned, and successfully exported to South Korea and arrived at the customer’s factory.
This customer is one of the largest auto parts manufacturers in South Korea, with production bases in many countries and regions, such as China, Europe, Southeast Asia and South Korea headquarters where DEKUMA’s rubber track machines are widely used.
DEKUMA has been cooperating with this customer for more than 10 years, and continuously improves equipment during the cooperation, and creating greater value to the customer.
Today, let’s see how DEKUMA’s rubber track production machines meet customer needs and keep improving.
Excellent performance of DEKUMA’s rubber track production machine
#01
High degree of automation, reducing labor intensity and manpower requirements
In the past, the traditional production of rubber track required manual feeding, demolding and product retrieval. Generally, the production of a rubber track of several hundred kilograms required 3~4 people to work together.
After fully understanding the process of track production, DEKUMA has developed the automated rubber track machine, which can realize automated rubber sheet loading, automated demolding and automated reclaiming, and can realize the track tensioning process that cannot be done manually in the production process, so as to improve the quality of finished products.With DEKUMA’s automated rubber track production machine, only one skilled worker can easily operate 4 machines at the same time, greatly reducing labor intensity and manpower requirements.
#02
Overcome steel wires week links, and improve the service life of track
The traditional track production equipment lacks steel belt tensioning device, and the production of track has to adopt misplaced connection of steel wires, which left week links on the track.DEKUMA’s automated rubber track production machine is equipped with automated tensioning device, and the tensioning force is constant throughout the process, which has changed the production standard of rubber track, so that the stress-bearing steel wire belts in track products can be made into a winding structure. It overcomes the weak links in the past and greatly improves the service life of the finished products.#03
Advanced non-dynamic clamping and vulcanization structure reduces energy consumption in production process
We have adopted the synchronous clamping technology by multiple sets of clamping oil cylinders, so as to achieve precise synchronization of multiple sets of oil cylinders as well as rapid clamping and pressurization.After the clamping action is completed, the four cylinders clamp at the same time, so that the mold is evenly stressed and the molded rubber track has no thickness deviation.During the vulcanization process, the hydraulic pump stops working, but the clamping pressure will not drop significantly, which can effectively reduce energy consumption and lower the production cost of track.
#04
Highly intelligent operating system realizes simple operation
The highly customized B&R control system for the production of rubber track can be operated simply and easily, with accurate temperature control and faster response, and can save multiple formulas without the risk of loss.Equipped with DEKUMA iSee4.0 intelligent management cloud platform, it can detect and control the main operating parameters of the equipment in the production process in real time, including energy consumption, temperature, pressure, clamping pressure, time and other key parameters, so as to realize the remote monitoring and maintenance of the operating status of the equipment.The RC480 rubber track production machine delivered this time is mainly used to produce large rubber tracks. In order to further improve the production efficiency of our customers, we have provided the new equipment with a newly designed mold change carrier. The new mold change carrier is equipped with double-layer runners which can rotate on both the upper and lower layers. It can not only bear the track of heavier weight, but also allow the operator to adjust the position of track easily and improve the production efficiency.Since 2013, DEKUMA has supplied a total of more than 200 sets of automated rubber track machines to more than 10 leading enterprises in rubber track production in China, also exported to South America, North America, Southeast Asia, South Korea, India and other countries and regions.The cooperation with them is not a simple supply and demand relationship, but an in-depth cooperation. Dekuma will optimize the equipment synchronously based on the improvement of their track production process. Our technical team will visit their production sites every year to understand their first needs, so that our automated rubber track machine will continue to improve and maintain a leading position in the industry.Even now that it is affected by the COVID-19 pandemic, we have dispatched after-sales service engineers to South Korea to assist customers in completing equipment installation and production commissioning.If the after-sales are unable to go abroad, relying on the mature technology of Dekuma equipment, standardized packaging and convenient installation, customers can also successfully complete the installation and commissioning of rubber track production by themselves through complete and comprehensive manuals and our remote assistance.Fast and responsible services, high-end and reliable equipment, all these are the key points to long-term cooperation between DEKUMA and its customers.
Abstract: This paper analyzes the production process of PTFE compression molding, and summarizes the causes why conventional pressing pressure and pressing process are easy to cause product defects and scraps.
To solve the problems of surface patterns, cracks, discoloration, hidden cracks, etc., the hydraulic press team of Dekuma has developed a precision servo hydraulic press for blank pressing of PTFE powder product, and solves the problem for customers from the root.
01 Introduction to PTFE Properties
PTFE, known as the “king of plastics”, features many excellent properties including colorless, non-toxic, wide temperature resistance, chemical inertness and low coefficient of friction.
It serves as one of the important materials that are indispensable to all industrial sectors, e.g. automobile, national defense, machinery, chemical industry, electronics and other industries. It can also be made into PTFE pipes, rods, belts, plates, etc.
02 Commonly Used Methods of PTFE
The most common method is compression molding when processing products with PTEE.
The process of compression molding goes roughly as follows: raw material inspection → mashing and sieving → measuring → molding → semi-finished product inspection → sintering → cooling → finished product inspection → packaging.
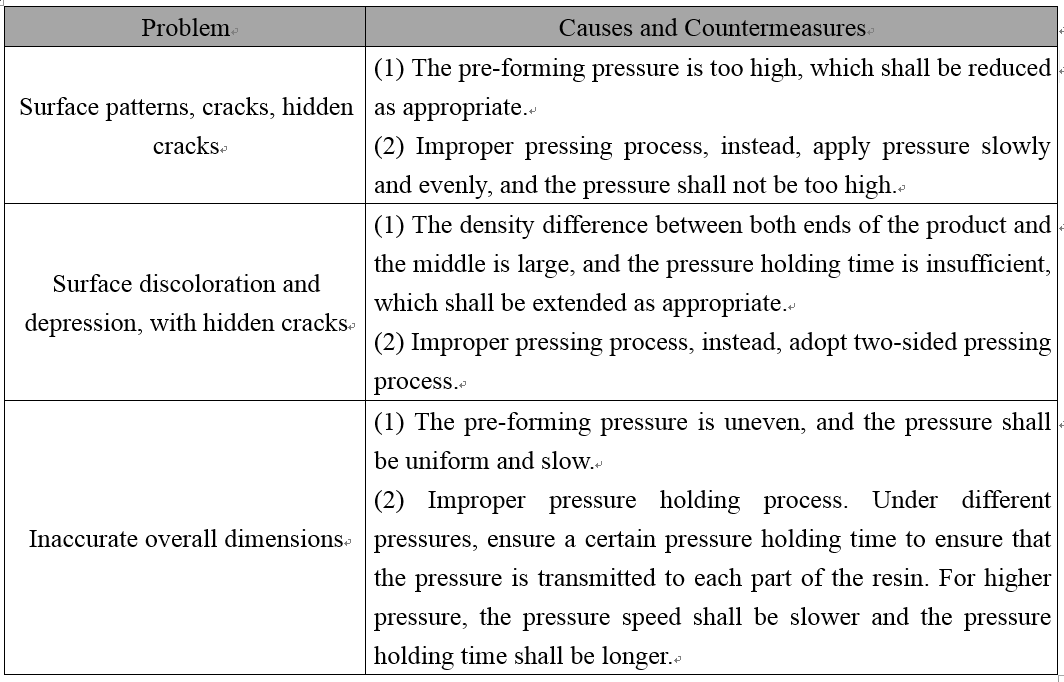
After investigation on the common problems encountered during production of PTFE compression molding, it can be found that the improper operation of pressing pressure and pressing process may easily cause product defects and scraps, and the unstable pressure output serves as the main reason for cracks.
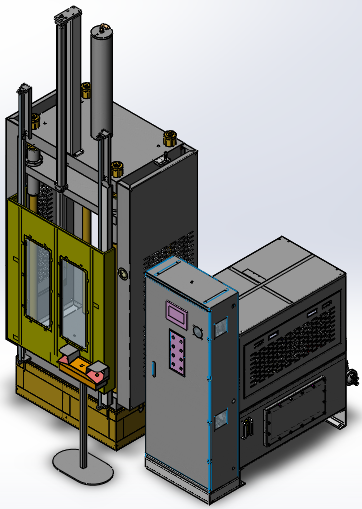
On the basis of understanding the customer’s process, the hydraulic press team of Dekuma has developed a precision servo hydraulic press for blank pressing of PTFE powder product, and solves the problem for customers from the root.
03 Advantages of PTFE Powder Blank Precision Molding Machine
(1) Slow Pressure Rising and Controllable Time
For powder compression, the time will significantly affect the effect of product molding. In case that the speed is too fast, exhaust will be insufficient, which may easily cause problems such as surface patterns, cracks, and large differences in density between both ends and the middle.
For the time control of pressurization, the hydraulic press adopts servo motor oil pump hydraulic system to solve the problem. Under the cooperation of hydraulic pressure and electricity, it has developed a controllable function of slow pressurization based on the set pressurization time, and the pressurization time is controllable from several seconds to dozens of minutes.
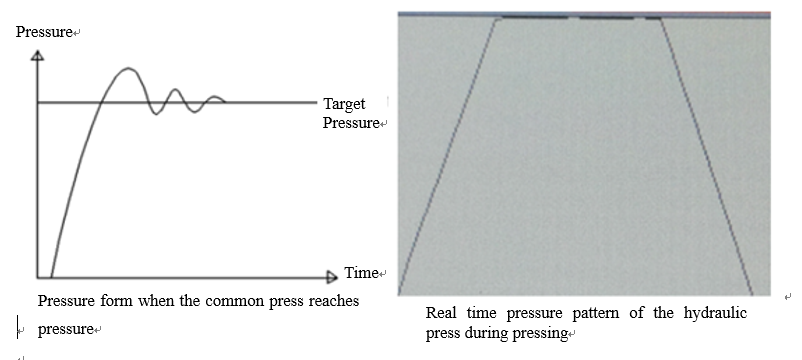
(2)Almost no pressure impact and fluctuation in pressurization stage
At the critical point of signaling pressure, most common hydraulic presses will experience the process of overshoot – fallback – stabilization due to inconsistent pressure repeatability each time.
Under the cooperation of server and plc program, the hydraulic press can control the critical point of signaling pressure well under the high sampling frequency and high-speed scanning cycle.
Thanks to the research results of hydraulic team of Dekuma for years, the set target value can be achieved under cooperated control of the server and the plc program. In the pressure holding stage, the pressure fluctuation is controlled within 1 bar, which can also maintain long-time operating of oil pump without damage.
Due to the specific characteristics of PTFE powder, after the initial pressurization to the set pressure and entering the holding pressure stage, the volume can still be compressed continuously. Once the volume is compressed, the pressure shall be reduced and the press will supplement pressure. Therefore, the pressure holding stage of PTFE product serves as a process of hydraulic system continuous pressure dropping and supplementing.
The stability of hydraulic press is realized based on years of application experience. Under the perfect coordination of high response of servo hydraulic PID and discharge flow of hydraulic oil circuit, the pressure fluctuation reaches almost zero.
For accurate pressure output, the hydraulic press engineers continuously optimize the hydraulic system and program. In application of servo system, sometimes a single PDI parameter is often not sufficient for the pressure range of the whole area. With the PID parameters set with low pressure, it will be still not applicable when reaching medium and high pressures.
After finding this situation in practical application, the hydraulic press combines with years of application experience, adopts multiple sets of PID parameters, corresponding to the multi-stage signaling pressure of the hydraulic press, and avoids the inapplicability of a single PID parameter to different pressure stages.
(3)After completion of pressing, the pressure relief time is controllable
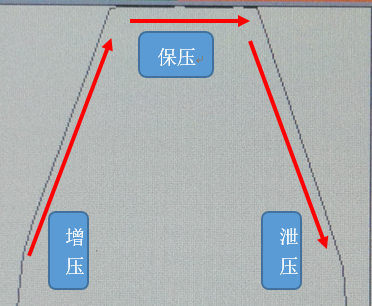
For pressing of PTFE powder blank products, sometimes the pressure holding time takes dozens of minutes, with the purpose of obtaining a blank product with uniform density after reaching a certain compression ratio. However, after reaching the pressure holding time, in case of pressure relief instantaneously for some products, it is easy to cause the quality problem of hidden cracks inside the product.
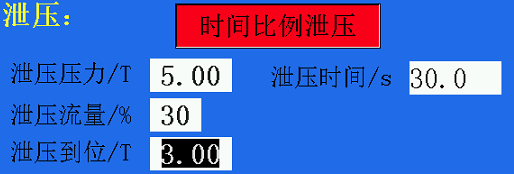
To solve the problem of pressure relief, the hydraulic engineers have developed the function of slow pressure relief process and controllable time, and the pressure relief time can be controlled from several seconds to dozens of minutes.
For this, the pressure relief process can be considered as an inverse process of pressurization. During pressure relief, the pressure is output according to the time ratio for the purpose of reducing pressure until the final pressure relief in place. Conventional hydraulic presses have no such function.
(4)Convenient setting of process parameters
Adopt PLC + touch screen + servo drive control, for intuitive and efficient setting of technological process and parameters.
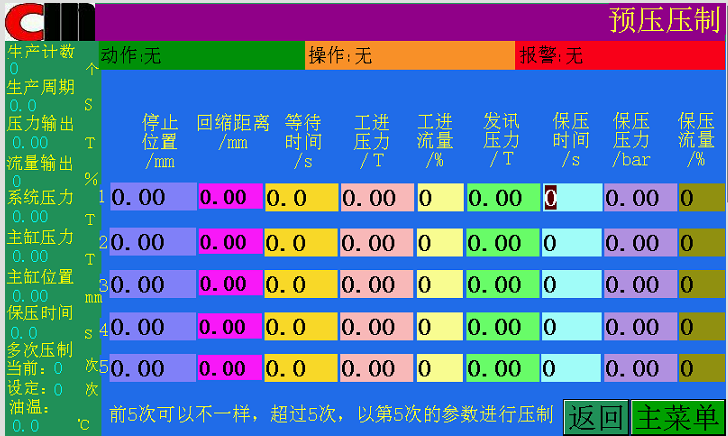
Most PTFE blank molding methods require two-sided pressurization + product demolding, and one product forming requires pressing twice + demolding once. However, the pressing parameters of the three times are not the same, and common hydraulic presses require repeated manual filling of different parameters three times.
Based on the special process of PTFE, the hydraulic press has compiled the parameter setting method for this process, allowing the customers to input parameters that conform to the product for one time, and the pressing can be completed with only operation controller. The operation is simple and fast, which reduce the probability of errors, improves reliability, and significantly reduces the technical threshold of operators.
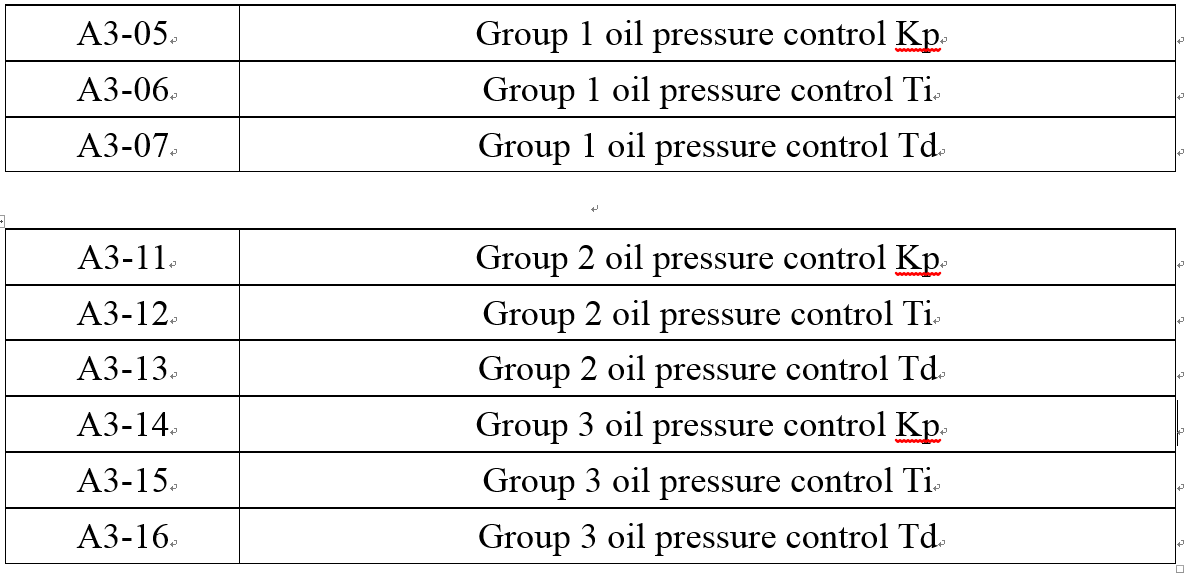
For products that require to maintain pressure and exhaust for a certain period of time under different pressures to ensure transmission of pressure to all parts of the resin, it provides a free parameter setting function. (As shown in figure below)
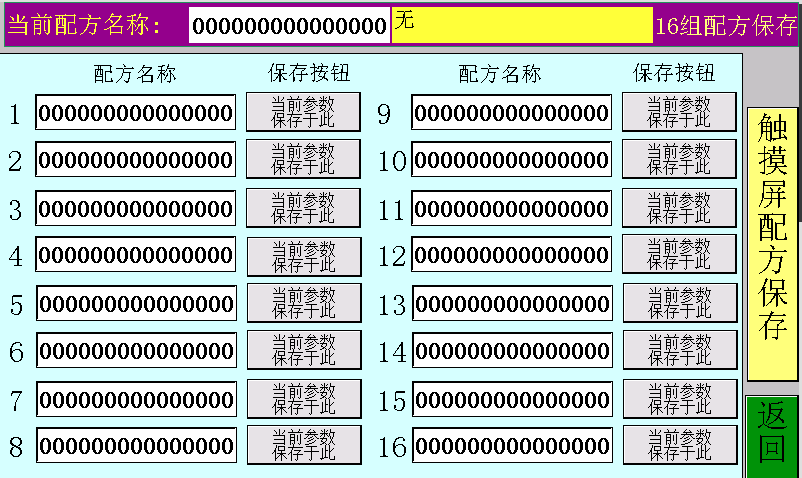
For commonly used product parameters, after completion of debugging and passing inspection, it can be saved as a recipe, which supports one-key save and recall. (As shown in figure below)
(5)Energy saving and environmental protection
Common hydraulic presses produce large noises when working, which can easily pollute the production environment and affect the health of operators. The Datong hydraulic press adopts a servo motor as the power source, whose noise level is only about 70 decibels when working, and is almost silent under standby state. When operating, the torque is output according to the size of immediate load. The power loss is small, which can save 30%-50% of electric energy compared with common hydraulic presses, with significant energy saving effect.
Note that the pressing and holding time of PTFE powder blank products is long. For high precision, the user shall basically maintain the pump on and holding pressure. In this process, the servo motor system of the press only needs a dozen or so percent of output to conform to the pressure holding requirements. The hydraulic system produces less heat, reduces the cooling cost, and extends the service life of oil pump.
Common hydraulic presses require full speed output when the pump is on and pressure is holding. The actual utilization rate is only about 10%, and the machine is doing useless heating work for the rest time. The power loss is large, the energy utilization rate is low, and the oil pump service life of each hydraulic component is reduced.
04 Conclusion
For PTFE powder molding, accurate and stable pressure serve as the key factor to molding; for investment income, machines with energy-saving, energy conservation and environmental protection and high-utilization features are the key to cost recovery and realization of benefits; for operators, simple and efficient operation mode is the key point; the hydraulic press meets all the above key points, which can meet customer needs, and help customers solve problems from the root.