K as the world’s leading trade fair, started in 1952 and is the world’s largest event of rubber and plastics industry. It is held every three years, and 21 sessions have been successfully held so far, and it will usher in the 22nd event in 2022.
NO.2 About DEKUMA
DEKUMA has always been focusing on the R & D, production and sales of pipe extruder production line, rubber injection moulding machine and hydraulic press. Our products are widely used in auto parts, building materials, energy transmission, telecommunications and other fields.
Adhering to the concept of “high precision, intelligence, automation and customization”, DEKUMA will bring our latest R & D results to K Show:
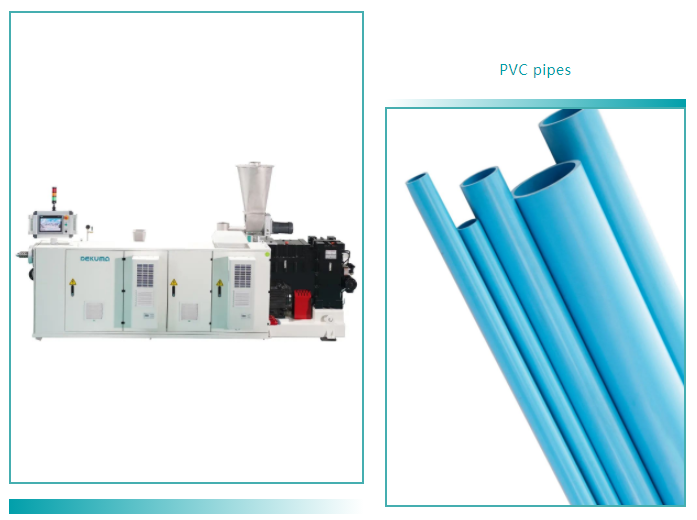
1. DKM-EII75x36 parallel twin-screw extruder commonly used in the production of PVC pipes;
2. DKM-RC40Se rubber injection moulding machine commonly used in the corner connection of automobile rubber seal strip.
(1)、DKM-EII75x36 parallel twin-screw extruder
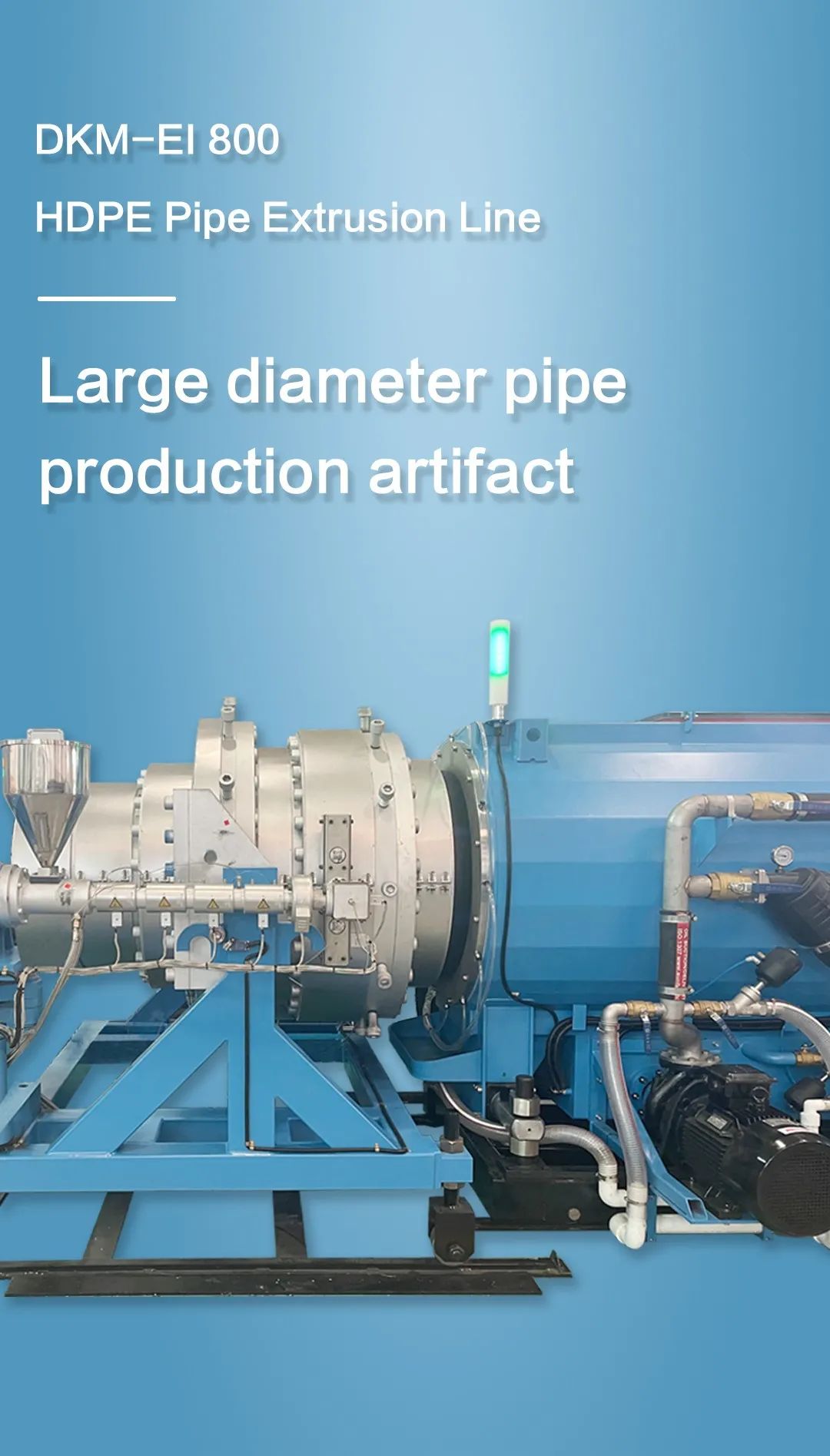
Equipped with the screw and barrel with high L/D ratio optimized by the DEKUMA engineering team, it is often used to produce high-quality UPVC and CPVC pipes, ensuring good plasticizing effect and increasing output.
The DKM-EII75x36 twin-screw extruder to be exhibited at K Show is a new model launched by DEKUMA, suitable for the production of small and medium size PVC pipes. It’s energy-saving, efficient, stable and reliable!
(2)、DKM-RC40Se rubber injection moulding machineIt is often used in the corner connection of automobile door and window rubber seal strip. The biggest advantage is its ultra-high injection accuracy of 0.3%. In addition, both the reliability and the stability of this equipment are close to European equipment standards, and it is equipped with a professionally designed feeding system, which can adapt to more rubber materials and almost eliminate the situation of rubber breaking during feeding.NO.3 About the Show
Welcome to DEKUMA booth!
• Booth No.: Hall 15 / A37
• Exhibition time: October 19-26, 2022
• Venue: Messe Düsseldorf, Germany
Please scan the QR code to access the official website of K Show 2022 for buying the tickets.
#01 Finishing by bottom cylinder, improving product qualityGenerally, for the finishing of brake pad backing plate by traditional punching machine, it is necessary to install special hydraulic device.For the structural design of our brake pad backing plate hydraulic press, there is a dedicated bottom cylinder for the finishing process. And it has the dual-purpose function of front and back finishing.Our hydraulic system is equipped with a dedicated proportional pressure valve to adjust the floating blank holder force during finishing. This provides support by floating force.It will not affect the processed dimensions in the previous processes.Besides, the products produced by the brake pad backing plate hydraulic press can also meet the requirements of high-end brand auto parts.In order to make the brake pad backing plate hydraulic press suitable for products that require a large leveling force, we have also designed dedicated back-finishing mould supporter. So that the large main cylinder presses it to be flat, and the bottom cylinder conducts back finishing. This finishing process can greatly improve the surface quality of product,and increase the production efficiency.
#02
Small floor space, facilitating the installation of automated devices Conventional small countertop hydraulic press has a headache, i.e. occupying a large floor space.Both the hydraulic system and the motor system are placed on ground. Therefore, there is little space for installing automated devices. It is much inconvenient for automated production.The less automation, the harder it is to recruit.DEKUMA team has found that, as long as the hydraulic and electrical systems are designed reasonably, and the brake pad backing plate hydraulic press adopts top-mounted layout, both the hydraulic system and the electric control system are placed above the machine body, the floor space will be smaller, and there are no obstacles around. Automated devices can be installed on site as required.Therefore, for DEKUMA hydraulic press,whether it is a single machine with automation or multi-machine linkage with automation,it will not be affected anymore.Our customers, after actual production on site,have fed back that because the labor intensity is reduced, and the space utilization is increased, both the production managers and the employees, like our brake pad backing plate hydraulic press very much. We are delighted to receive such a high praise.
#03
Efficient production at a speed comparable to that of punching machineMany customers are worried about that using hydraulic press instead of punching machine may affect the production efficiency. The production speed of our brake pad backing plate hydraulic press is much faster than that of ordinary one.Our punching and nail pulling processes can be completed within 1.3-1.6s, and the finishing process can also be controlled within 1.7-2.3s, comparable to the production speed of traditional punching machine. If it is equipped with automated linkage production, it can even reach 13-15 pieces/min.Some people will ask whether the oil temperature will be too high after the hydraulic press operates for a long time, and whether stuck valve will be caused.Don’t worry, our specially designed hydraulic system is equipped with a two-way cartridge valve.Its maximum diameter can reach 25, which can reduce the resistance of hydraulic oil when flowing at high speed.Large diameter means less heat generated by extrusion. Coupled with a suitable oil cooler, it can also ensure the temperature of the hydraulic system, making the hydraulic press faster and quieter in production, and meeting the needs of 24-hour stable production.Customers and friends who are still using punching machine may try to use Datong servo hydraulic press.
#01 It is silent and environmentally friendly, which solves the problem of recruitment
Traditional brake pad backing plate hydraulic press is particularly noisy during production process,seriously affecting the working conditions of workers.
Not to mention wearing earplugs when starting work, the factory will often be complained by nearby residents.The working hours are very limited.
According to the process characteristics,DEKUMA adopts hydraulic press with a servo motor driving oil pump to replace the traditional punching machine to produce brake pad backing plate.
Traditional punching machine has no acceleration and deceleration functions.Instead, it produces by the collision and extrusion of the upper and lower dies. It will make noise when colliding.
But the servo press can slow it down before the collision.Then try to reduce the noise of the collision as much as possible.
Our steel backing hydraulic press can be almost silent when in standby.The impact force during operation can also be much lower than that of traditional punching machine.Reducing the working noise from a maximum of 120dB to 75-78dB,workers don’t need to wear earplugs when using DEKUMA steel backing hydraulic press.
If you feel better, your work will definitely be easier.The product qualification ratio will also increase.And the problems such as difficulty in recruiting workers or limited working hours due to loud noise will be easily solved.
#02 Energy saving and consumption reduction, reducing production costIn fact, the motor system of traditional hydraulic press, whether in standby or at work outputs at full speed.This will result in the problems such as high energy consumption and high operating cost.We DEKUMA, based on our many years of servo press manufacturing technology and control experience,provide servo motor system for brake pad backing plate hydraulic press.When the machine is in standby, the motor can ensure no speed output.
When working, it can output speed and torque without loss according to the actual needs of each process,thereby reducing shock and noise and saving energy.We have conducted electric energy tests on both ordinary press and servo press.After a long period of observation,we can see that the servo press is indeed about 30% more energy efficient than the ordinary one.
#03 Ultra-high precision, precise size controlOrdinary hydraulic press needs to use special dies during operation to ensure precise control of product size.The operation process is very cumbersome.Our team has accumulated experience and innovated in the press acceleration and deceleration program algorithm for many years.We utilize advanced servo motor to drive oil pump system,plus high precision displacement ruler and pressure sensor to guarantee the precision of brake pad backing plate hydraulic press during operation,and precisely control position and pressure.After actual measurement, even under high-speed production,the repeatability precision can be guaranteed within ±0.05mm, up to ±0.02mm.
In this way, we can meet the repeatability precision of product without the need for limit baffles.Repeatability precision is a very important requirement for the product,which cannot be achieved by ordinary hydraulic press.The precision of products produced by our brake pad backing plate hydraulic press is able to meet the requirements of high-end brand auto parts.This is what our customers have fed back,not boasting.In second part, we will talk about the Cosmos hydraulic press advantages of “cushion cylinder refined, small footprint, high productivity”.Dekuma will keep up with industry trends and market changes and continue to innovate itself, and continue to provide customers in domestic and overseas market with intelligent, automated, and more specialized overall solutions.
Recently, DEKUMA’s upgraded and optimized new RC480 automated rubber track production machine has been commissioned, and successfully exported to South Korea and arrived at the customer’s factory.
This customer is one of the largest auto parts manufacturers in South Korea, with production bases in many countries and regions, such as China, Europe, Southeast Asia and South Korea headquarters where DEKUMA’s rubber track machines are widely used.
DEKUMA has been cooperating with this customer for more than 10 years, and continuously improves equipment during the cooperation, and creating greater value to the customer.
Today, let’s see how DEKUMA’s rubber track production machines meet customer needs and keep improving.
Excellent performance of DEKUMA’s rubber track production machine
#01
High degree of automation, reducing labor intensity and manpower requirements
In the past, the traditional production of rubber track required manual feeding, demolding and product retrieval. Generally, the production of a rubber track of several hundred kilograms required 3~4 people to work together.
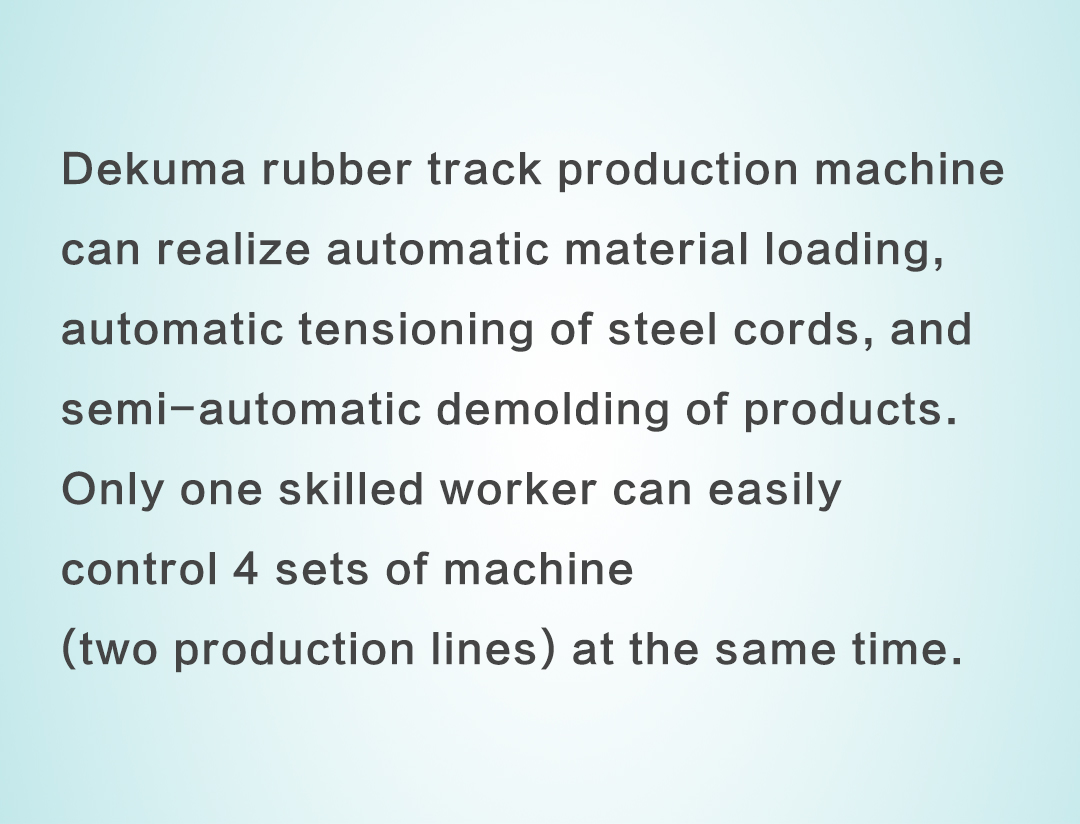
After fully understanding the process of track production, DEKUMA has developed the automated rubber track machine, which can realize automated rubber sheet loading, automated demolding and automated reclaiming, and can realize the track tensioning process that cannot be done manually in the production process, so as to improve the quality of finished products.With DEKUMA’s automated rubber track production machine, only one skilled worker can easily operate 4 machines at the same time, greatly reducing labor intensity and manpower requirements.
#02
Overcome steel wires week links, and improve the service life of track
The traditional track production equipment lacks steel belt tensioning device, and the production of track has to adopt misplaced connection of steel wires, which left week links on the track.DEKUMA’s automated rubber track production machine is equipped with automated tensioning device, and the tensioning force is constant throughout the process, which has changed the production standard of rubber track, so that the stress-bearing steel wire belts in track products can be made into a winding structure. It overcomes the weak links in the past and greatly improves the service life of the finished products.#03
Advanced non-dynamic clamping and vulcanization structure reduces energy consumption in production process
We have adopted the synchronous clamping technology by multiple sets of clamping oil cylinders, so as to achieve precise synchronization of multiple sets of oil cylinders as well as rapid clamping and pressurization.After the clamping action is completed, the four cylinders clamp at the same time, so that the mold is evenly stressed and the molded rubber track has no thickness deviation.During the vulcanization process, the hydraulic pump stops working, but the clamping pressure will not drop significantly, which can effectively reduce energy consumption and lower the production cost of track.
#04
Highly intelligent operating system realizes simple operation
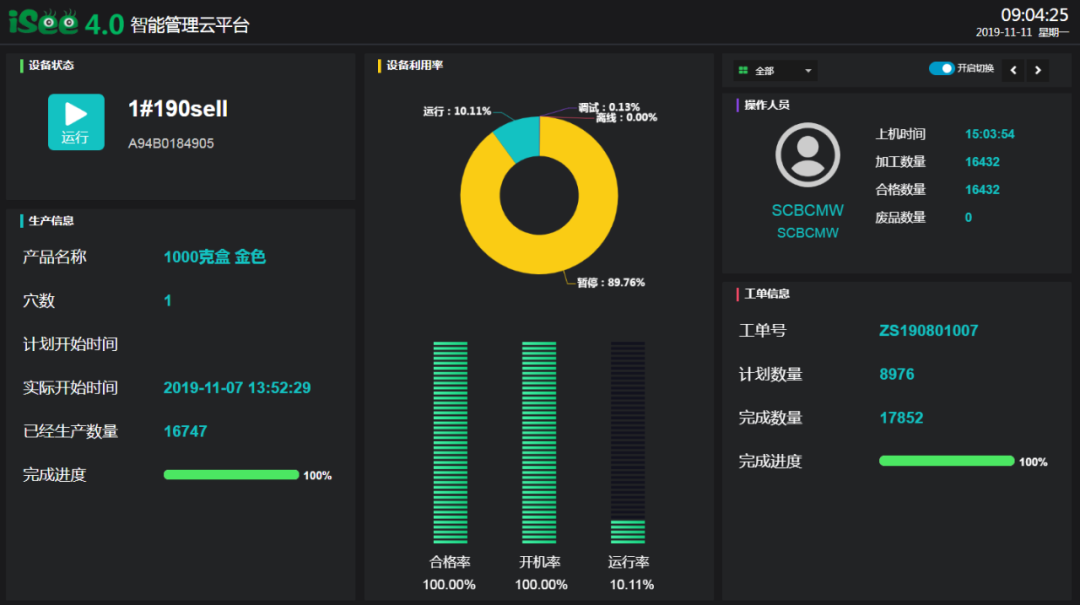
The highly customized B&R control system for the production of rubber track can be operated simply and easily, with accurate temperature control and faster response, and can save multiple formulas without the risk of loss.Equipped with DEKUMA iSee4.0 intelligent management cloud platform, it can detect and control the main operating parameters of the equipment in the production process in real time, including energy consumption, temperature, pressure, clamping pressure, time and other key parameters, so as to realize the remote monitoring and maintenance of the operating status of the equipment.The RC480 rubber track production machine delivered this time is mainly used to produce large rubber tracks. In order to further improve the production efficiency of our customers, we have provided the new equipment with a newly designed mold change carrier. The new mold change carrier is equipped with double-layer runners which can rotate on both the upper and lower layers. It can not only bear the track of heavier weight, but also allow the operator to adjust the position of track easily and improve the production efficiency.Since 2013, DEKUMA has supplied a total of more than 200 sets of automated rubber track machines to more than 10 leading enterprises in rubber track production in China, also exported to South America, North America, Southeast Asia, South Korea, India and other countries and regions.The cooperation with them is not a simple supply and demand relationship, but an in-depth cooperation. Dekuma will optimize the equipment synchronously based on the improvement of their track production process. Our technical team will visit their production sites every year to understand their first needs, so that our automated rubber track machine will continue to improve and maintain a leading position in the industry.Even now that it is affected by the COVID-19 pandemic, we have dispatched after-sales service engineers to South Korea to assist customers in completing equipment installation and production commissioning.If the after-sales are unable to go abroad, relying on the mature technology of Dekuma equipment, standardized packaging and convenient installation, customers can also successfully complete the installation and commissioning of rubber track production by themselves through complete and comprehensive manuals and our remote assistance.Fast and responsible services, high-end and reliable equipment, all these are the key points to long-term cooperation between DEKUMA and its customers.
Abstract: This paper analyzes the production process of PTFE compression molding, and summarizes the causes why conventional pressing pressure and pressing process are easy to cause product defects and scraps.
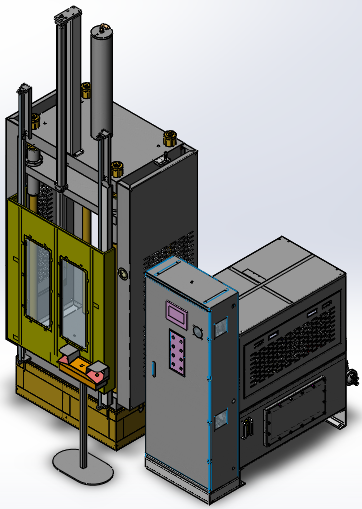
To solve the problems of surface patterns, cracks, discoloration, hidden cracks, etc., the hydraulic press team of Dekuma has developed a precision servo hydraulic press for blank pressing of PTFE powder product, and solves the problem for customers from the root.
01 Introduction to PTFE Properties
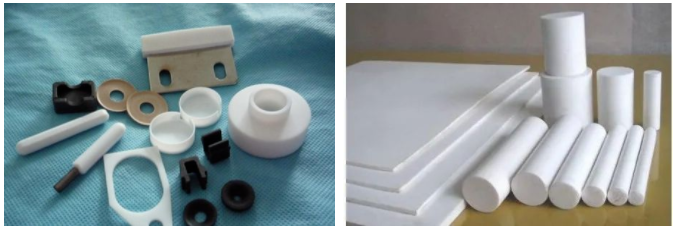
PTFE, known as the “king of plastics”, features many excellent properties including colorless, non-toxic, wide temperature resistance, chemical inertness and low coefficient of friction.
It serves as one of the important materials that are indispensable to all industrial sectors, e.g. automobile, national defense, machinery, chemical industry, electronics and other industries. It can also be made into PTFE pipes, rods, belts, plates, etc.
02 Commonly Used Methods of PTFE
The most common method is compression molding when processing products with PTEE.
The process of compression molding goes roughly as follows: raw material inspection → mashing and sieving → measuring → molding → semi-finished product inspection → sintering → cooling → finished product inspection → packaging.
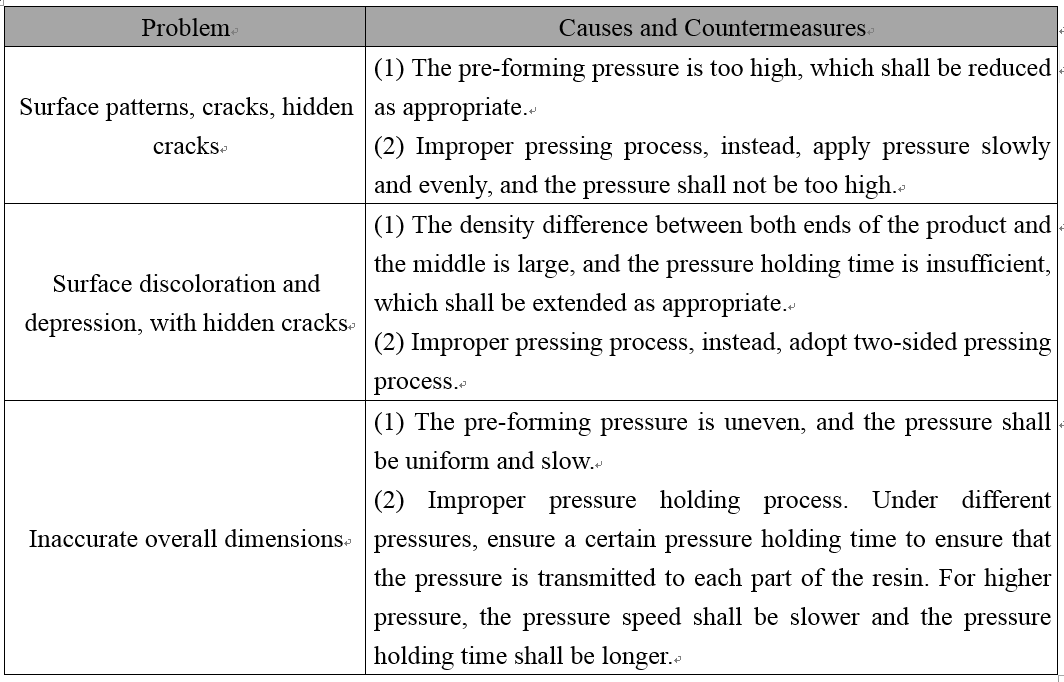
After investigation on the common problems encountered during production of PTFE compression molding, it can be found that the improper operation of pressing pressure and pressing process may easily cause product defects and scraps, and the unstable pressure output serves as the main reason for cracks.
On the basis of understanding the customer’s process, the hydraulic press team of Dekuma has developed a precision servo hydraulic press for blank pressing of PTFE powder product, and solves the problem for customers from the root.
03 Advantages of PTFE Powder Blank Precision Molding Machine
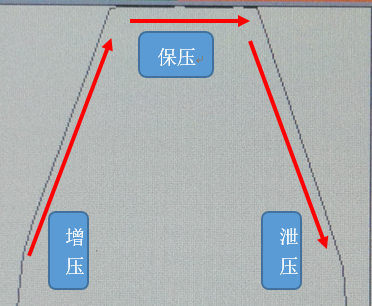
(1) Slow Pressure Rising and Controllable Time
For powder compression, the time will significantly affect the effect of product molding. In case that the speed is too fast, exhaust will be insufficient, which may easily cause problems such as surface patterns, cracks, and large differences in density between both ends and the middle.
For the time control of pressurization, the hydraulic press adopts servo motor oil pump hydraulic system to solve the problem. Under the cooperation of hydraulic pressure and electricity, it has developed a controllable function of slow pressurization based on the set pressurization time, and the pressurization time is controllable from several seconds to dozens of minutes.
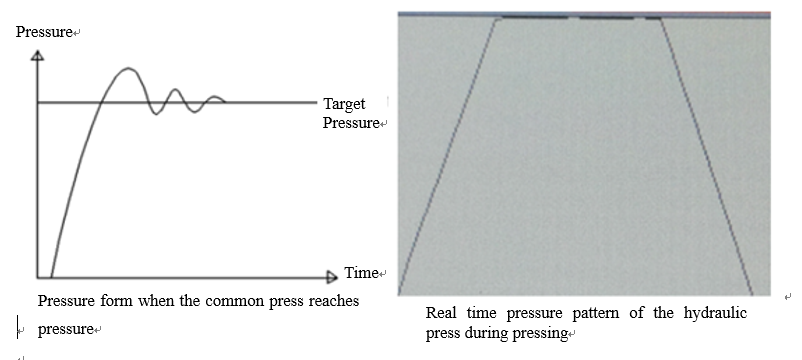
(2)Almost no pressure impact and fluctuation in pressurization stage
At the critical point of signaling pressure, most common hydraulic presses will experience the process of overshoot – fallback – stabilization due to inconsistent pressure repeatability each time.
Under the cooperation of server and plc program, the hydraulic press can control the critical point of signaling pressure well under the high sampling frequency and high-speed scanning cycle.
Thanks to the research results of hydraulic team of Dekuma for years, the set target value can be achieved under cooperated control of the server and the plc program. In the pressure holding stage, the pressure fluctuation is controlled within 1 bar, which can also maintain long-time operating of oil pump without damage.
Due to the specific characteristics of PTFE powder, after the initial pressurization to the set pressure and entering the holding pressure stage, the volume can still be compressed continuously. Once the volume is compressed, the pressure shall be reduced and the press will supplement pressure. Therefore, the pressure holding stage of PTFE product serves as a process of hydraulic system continuous pressure dropping and supplementing.
The stability of hydraulic press is realized based on years of application experience. Under the perfect coordination of high response of servo hydraulic PID and discharge flow of hydraulic oil circuit, the pressure fluctuation reaches almost zero.
For accurate pressure output, the hydraulic press engineers continuously optimize the hydraulic system and program. In application of servo system, sometimes a single PDI parameter is often not sufficient for the pressure range of the whole area. With the PID parameters set with low pressure, it will be still not applicable when reaching medium and high pressures.
After finding this situation in practical application, the hydraulic press combines with years of application experience, adopts multiple sets of PID parameters, corresponding to the multi-stage signaling pressure of the hydraulic press, and avoids the inapplicability of a single PID parameter to different pressure stages.
(3)After completion of pressing, the pressure relief time is controllable
For pressing of PTFE powder blank products, sometimes the pressure holding time takes dozens of minutes, with the purpose of obtaining a blank product with uniform density after reaching a certain compression ratio. However, after reaching the pressure holding time, in case of pressure relief instantaneously for some products, it is easy to cause the quality problem of hidden cracks inside the product.
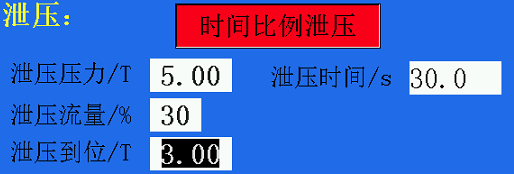
To solve the problem of pressure relief, the hydraulic engineers have developed the function of slow pressure relief process and controllable time, and the pressure relief time can be controlled from several seconds to dozens of minutes.
For this, the pressure relief process can be considered as an inverse process of pressurization. During pressure relief, the pressure is output according to the time ratio for the purpose of reducing pressure until the final pressure relief in place. Conventional hydraulic presses have no such function.
(4)Convenient setting of process parameters
Adopt PLC + touch screen + servo drive control, for intuitive and efficient setting of technological process and parameters.
Most PTFE blank molding methods require two-sided pressurization + product demolding, and one product forming requires pressing twice + demolding once. However, the pressing parameters of the three times are not the same, and common hydraulic presses require repeated manual filling of different parameters three times.
Based on the special process of PTFE, the hydraulic press has compiled the parameter setting method for this process, allowing the customers to input parameters that conform to the product for one time, and the pressing can be completed with only operation controller. The operation is simple and fast, which reduce the probability of errors, improves reliability, and significantly reduces the technical threshold of operators.
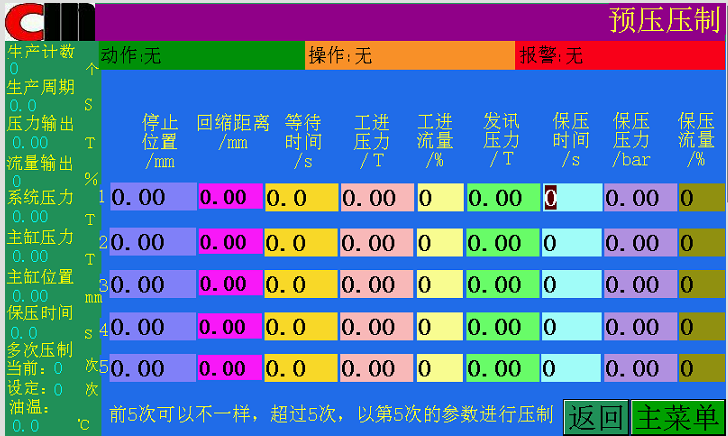
For products that require to maintain pressure and exhaust for a certain period of time under different pressures to ensure transmission of pressure to all parts of the resin, it provides a free parameter setting function. (As shown in figure below)
For commonly used product parameters, after completion of debugging and passing inspection, it can be saved as a recipe, which supports one-key save and recall. (As shown in figure below)
(5)Energy saving and environmental protection
Common hydraulic presses produce large noises when working, which can easily pollute the production environment and affect the health of operators. The Datong hydraulic press adopts a servo motor as the power source, whose noise level is only about 70 decibels when working, and is almost silent under standby state. When operating, the torque is output according to the size of immediate load. The power loss is small, which can save 30%-50% of electric energy compared with common hydraulic presses, with significant energy saving effect.
Note that the pressing and holding time of PTFE powder blank products is long. For high precision, the user shall basically maintain the pump on and holding pressure. In this process, the servo motor system of the press only needs a dozen or so percent of output to conform to the pressure holding requirements. The hydraulic system produces less heat, reduces the cooling cost, and extends the service life of oil pump.
Common hydraulic presses require full speed output when the pump is on and pressure is holding. The actual utilization rate is only about 10%, and the machine is doing useless heating work for the rest time. The power loss is large, the energy utilization rate is low, and the oil pump service life of each hydraulic component is reduced.
04 Conclusion
For PTFE powder molding, accurate and stable pressure serve as the key factor to molding; for investment income, machines with energy-saving, energy conservation and environmental protection and high-utilization features are the key to cost recovery and realization of benefits; for operators, simple and efficient operation mode is the key point; the hydraulic press meets all the above key points, which can meet customer needs, and help customers solve problems from the root.
Abstract: With the continuous improvement of productivity of extrusion production line main unit, the capacity of its downstream equipment shall also be continuously improved to fulfill the requirements. This section introduces the method that Dekuma solves the problems of difficult adjustment of the cutting machine feed mechanism and difficult control of the feed speed with TRIZ innovative theory.
Keywords: TRIZ extrusion line Cutting Machine
01 The main problems of commonly-used feed mechanism in the industry
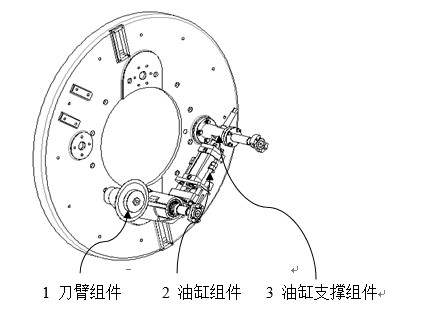
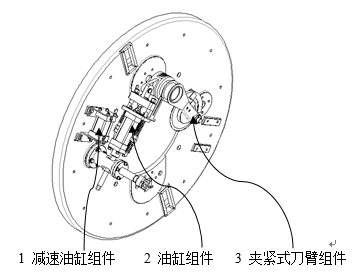
The feed mechanism of the cutting machine commonly used in the industry meets the processing requirements of the feeding and retracting with a group of hydraulic pump, supply hydraulic oil to hydraulic cylinder to control the swing movement of tool arm.
To cut pipes with different diameters and different wall thicknesses, firstly, it needs to adjust the initial feeding position, and meanwhile, it also needs to effectively control the feed amount of the tool arm; on the other hand, the feeding length is generally controlled by the cylinder stroke, and the initial position of the feed is controlled by adjusting screw of hydraulic cylinder support assembly.
In addition, for different cutting methods, the feeding speed shall also be controlled. The feeding speed is realized by adding the flow control valve in hydraulic circuit. If the speed is too fast, it will easily damage the cutting blade or saw blade.
1. Tool Arm Assembly 2. Cylinder Assembly 3. Cylinder Support Assembly
(1)Difficult to adjust the initial position of tool arm
The initial position of tool arm shall be adjusted by adjusting screw of hydraulic cylinder support assembly. It needs to loosen or tighten the lock nut and rotate the adjusting screw. Due to lack of suitable marking scale, it can only perform the action of feeding and retreating after preliminary adjustment, observe whether the cutting thickness can be completed, and finally lock the adjusting screw. However, when adjusting with this method, the working space is limited, and adjustment is very inconvenient.
(2)Difficult to control the tool arm feeding speed
The feed of tool arm is adjusted by the flow control valve, and it is difficult to obtain a suitable feed speed. The speed is easy to become too fast or too slow. The operators shall adjust the appropriate feeding speed for many times, which requires high technical level of the operators.
(3)Slow feeding speed
The feeding speed has only one speed when passing through the flow control valve, especially under working conditions with relatively slow feeding speed, the tool arm takes more time in approaching stroke. Taking the 40mm feeding stroke as an example, 20mm is approaching stroke, which requires 30s; the remaining 20mm working stroke also takes 30s, and it takes total 1min to complete the cylinder stroke.
02 Solve problems with TRIZ theory
The TRIZ theory was first proposed and summarized by the Soviet scientist Genrich S. Altshuler. TRIZ theory contains many systematic, scientific and operational creative thinking methods and analytical methods for finding problems. After years of development, TRIZ theory has become a mature classical theoretical system for solving practical problems in product development.
The general method of TRIZ theory to solve problems is that, first, abstract the special problem to be solved into a standard problem; then obtain a general solution based on the methods and tools provided by TRIZ theory; finally, obtain the final solution based on the user’s experience.
Heavy Duty Chipless Cutting Machine DKM-PO450
(1)Find and analyze problems – abstract into standard problems
Based on the analysis of the actions of feed mechanism, Dekuma’s engineering team conclude that in the approaching stroke, the feeding speed is expected to be faster, to reduce the feeding time and improve efficiency; while in the working stroke, the feeding speed is expected to slow down. On the one hand, it is aiming to reduce the load resistance of hydraulic cylinder; On the other hand, it is to reduce the rigidity requirement of the whole mechanism, and to improve the service life of the blade. From this analysis, the feeding speed shall be combined fast and slow, forming a pair of physical contradictions.
(2)Conduct resource analysis to find out contradictions
Four separation principles are summarized with TRIZ theory according to space, time, condition and system level, which are space separation, time separation, condition separation, and whole-part separation.
Among them, the principle of time separation is to separate the conflicting parties in different time periods, aiming to solve the problem or reduce the difficulty of problem. Based on analysis, Dekuma’s engineering team solve the problem of different speeds required by feeding speed at different times with this principle.
Comparing the corresponding 12 innovative principles in the principle of time separation, the “fast principle” that completes harmful operations at the fastest speed serves as the most effective one of the 12 innovative principles. For the feed mechanism, slow approaching travel can be considered as a harmful operation, which is very harmful to the improvement of efficiency.
(3)Problem solving
To quickly complete the harmful operation, the “fast principle” is adopted to solve the problem of approaching stroke. Dekuma introduces a deceleration cylinder, which quickly feeds and oil return to complete the action during approaching stroke. When it comes to the working stroke, the oil return of cylinder reduces the speed of working stroke by decelerating to meet the process requirements.
03 Main advantages of the new segment-controlled feed mechanism
To solve the problems encountered by commonly used feed mechanism in the industry, achieve the convenient operation of the extrusion production line, and reduce the cycle time required to replace different pipe specifications, Dekuma’s engineering team has developed a new segment-controlled feed mechanism, with the main advantages and principles as follows:
(1)Fast adjustment of tool arm initial position
The position of tool arm can be adjusted quickly by way of clamp-type tool arm assembly. The operation method goes as follows. Loosen the fixing screws of the clamping block, and swing the tool arm quickly to the marking scale line of the required specification according to the scale displayed on the sign, and then tighten the fixing screws of the clamping block. The initial operation of tool arm position adjustment is thus completed.
(2)Control the oil via deceleration cylinder
Therefore, two stages of fast and slow feed speeds can be achieved. Fast feed is adopted during the approaching stroke, and slow feed is adopted during the working stroke, which can effectively reduce the feeding cycle of tool arm. Taking the 40mm feed stroke as an example, 20mm is the approaching stroke, the time required for fast feed in the approaching stroke is 1s, and the time required for slow feed in the working stroke is 30s, and it takes total 31s to complete the whole stroke, which can save approx. half time of the original mechanism.
(3)Springs configured by deceleration cylinder and feed cylinder
The hydraulic cylinder can be reset actively, allowing the action of tool retracting to be completed faster, which further reduces the time of the whole process and improves the stability of actions.
04 Various processes of tool feed and retracting – description of actions of feeding cylinder and deceleration cylinder
(1)Fast feeding speed
The oil flow to no rod cavity of feeding cylinder, and the rod cavity cylinder returns oil into the deceleration cylinder. Before the piston of the deceleration cylinder reaches the limit position, the piston can move quickly, and the return oil of piston enters the hydraulic tank via valve body.
(2)Slow feeding speed
After the piston of deceleration cylinder moves forward and gets contact with the limit point, the piston will stop, and the oil can only return to the hydraulic tank via throttle valve. Thus the forward speed of the cylinder is reduced significantly, and it enters the slow-speed stage until the feed reaches in position.
(3)Fast retract speed
Both the deceleration cylinder piston and the hydraulic cylinder are set with return springs. The oil passes through the deceleration cylinder piston and quickly pushes the deceleration cylinder piston back to its original position driven by the spring’s reset thrust. Also acted by the spring force, the oil cylinder realizes fast return action.
(4)Retract in place
After the piston of the deceleration cylinder returns in place, the oil passes through the check valve. The piston installs with a check valve, allowing the oil to quickly pass through the piston, enter to rod cavity, and push the tool arm to return to the origin position quickly.
05 Conclusion
By applying the invention principle of TRIZ theory, Dekuma has proposed the idea of solving the problem of feed segmented control, which improves the action performance of feed mechanism cylinder and the time of each process.
The new segmented-control feed mechanism developed by Dekuma doubled the feeding speed, and ensured the stability and reliability of the retracting action. The cutting machine, as part of the extrusion production line, can better match the productivity of the entire production line!
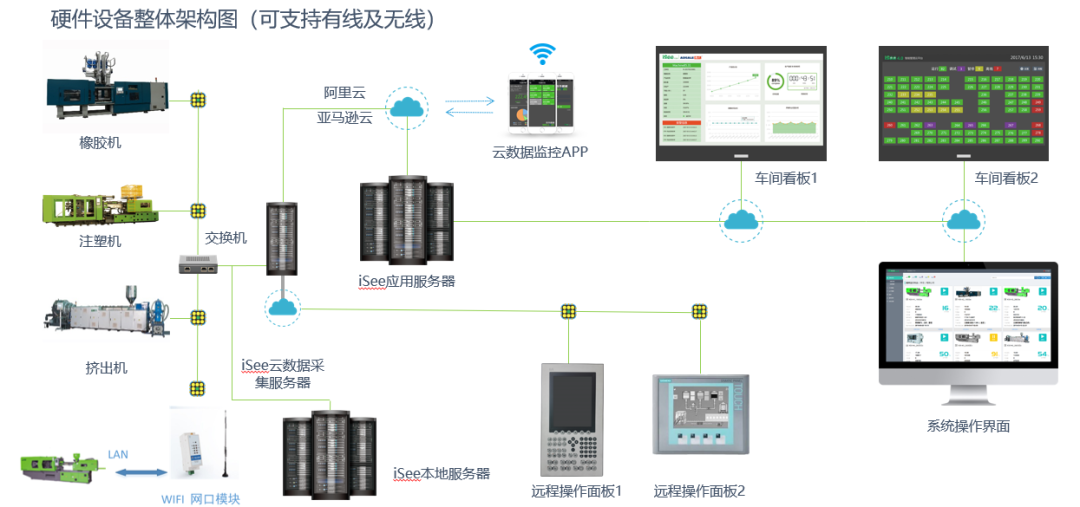
Abstract: Given the current situation of rubber and plastic product manufacturers, this paper proposes a new technology of “Dekuma Intelligent Management System” to help clients solve data analysis difficulties of rubber and plastic equipment.Keywords: Digitalization; Equipment Operation; Production Progress.Driven by the Made in China 2025 Policy and Industry 4.0 proposed by Europe, new technologies, represented by cloud computing, big data, mobile Internet, IOT and AI, have gained rapid development in recent years, which poses a great challenge to traditional development mode.1、Current shortcomings of rubber and plastic equipment manufacturersThe traditional mode is like everyone is paying with software, but you go out with cash and inconvenience of transactions comes to you at any time. As long as people live in the digital age, changes have to make. Reflecting on most of the existing enterprises with rubber and plastic equipment for production, general pain points include:(1) Data logging methods are lagging behindManual copying of data (product quantity, defective quantity, SPC) results in large errors and data loss.(2) Equipment monitoring is not in placeFail to fully grasp the operation status of rubber equipment, with no early warnings; it cannot support uniform management, and it cannot be monitored at any time.(3) Low UsageFail to make correct and timely equipment operation plans.(4) Old-fashioned Management ModeThe independent operation of equipment and low efficiency; fail to be integrated with ERP and MES; restrict the development of enterprises.(5) Low Level of Information IntegrationIt fails to grasp the production progress of orders and estimated completion date, and it fails to have a global control over the order.2、Importance of dataAll rubber and plastic manufacturing enterprises hope to reduce costs, lift efficiency, mitigate uncertainties, and improve competitiveness. How to achieve goals one by one or move one step closer?We start from the pain points and analyze the goals layer by layer. It is not difficult to find the root problem: all it needs is accurate data support, and changes need to be based on evidence; the most important factor to solve problems and move closer to the goal is data – accurate underlying data.3、Source of Dekuma Intelligent Management SystemAs a professional rubber and plastics equipment manufacturer with complete solutions, Dekuma has experience, technology, process, and understanding of end-customer needs.On the condition of making full use of our own advantages and capabilities, we have developed a set of data acquisition system: Dekuma Intelligent Management System (hereinafter collectively referred to as “Dekuma Intelligent”).The system can help clients solve practical problems during operation, reduce costs to varying degrees, and significantly improve work efficiency.4、Dekuma intelligent modules help customers solve problemsThrough in-depth communication with clients, combining with the process and needs of on-site work, we have designed and optimized various intelligent modules.Continuous optimization and upgrading in practical applications can truly help clients solve problems, reduce costs and improve efficiency.Certificates and Awards5、Introduction toDekuma Intelligent Module1、The data acquisition function module includes:(1)Visual Interface ManagementIt displays the name, status, real-time data, production progress, equipment utilization and other important parameters of all machines, allowing the information to be seen at a glance in front of the computer, eliminating passive waiting for information.(2)Process Deviation ManagementIt provides management of the deviation between the set value of the process parameter and the actual value, which is presented in the system in the form of prompts.(3)Alarm ManagementIt provides production abnormal alarm display, statistics and grouping.(4)Trend ManagementIt generates trend graphs based on real-time production data, identifies production abnormalities at the first time, accumulates process parameters, and compares them with normal values.(5)Report ManagementIt supports export of report in EXCEL, including standardized delivery of production parameter reports, alarm reports, and quality inspection reports.(6)Actual KanbanStatus Kanban, Production Kanban, Comprehensive Kanban, and SPC Kanban are available.(7)System ManagementThere are client login management, permission settings, system settings, and information input.Machine Infographic2、Production management module includes:(1)Report CustomizationIt customizes reports according to client needs (the presentation modes in the report is diversified).(2)Energy ManagementIt provides use of water, electricity and gas, program design and report presentation.(3)Production AnalysisEach machine can provide detailed parameters, e.g. working status, mold number, product name, target quantity, completion rate, estimated completion date, and equipment utilization, allowing to make correct production plan adjustments at any time.(4)Data InteractionDocking with mes or erp systems: Allow machines in production plant to become a true member of big data.(5)One-code TracingDigital quality tracing function: realize the quality traceability of the whole cycle from raw materials, production, quality inspection, and ex-warehouse products.(6)Process InformationCollect production line work station alarm information: The production management personnel can obtain the work station information in real time via Kanban board, and arrange the management personnel to handle in time.(7)Production Scheduling ManagementIt supports work order import, work order analysis, production management, and production tracing.(8)Data PushThe client can customize the alarm trigger conditions and formulate an alarm push mechanism; notify the corresponding personnel via platform, on-site alarm lights, message push, etc.(9)Machine Remote DebuggingLog in to device management platform in a remote manner, to call the acquisition unit in the platform and debug any PLC and HMI.Summary Panel6、Scope of Application of Dekuma IntelligentDekuma Intelligent has a wide range of applications. Basically, any device with an open interface can be connected; for devices without open ports, we can also perform relative processing.Our team and technology master various communication protocols – both Http protocol self-researched, and the prevailing protocols in the market, including OPCUA, Mudbus-Tcp, S7 and etc. The acquisition of most PLCs on the market can provide suitable technical solutions.7、Security and Architecture of Dekuma IntelligentThe construction of Dekuma Intelligent can provide local area network solutions, and can also support cloud servers. Due to the strong closeness properties of local area network, which requires clients to have their own computer room and IT department, we tend to recommend cloud servers.Use only one network cable to connect the machine to the cloud platform, which significantly saves the cost of building basic network facilities in the early stage as well as the maintenance cost in the later stage. Compared with the local area network, the cloud end is featured at the following advantages:(1)SecurityCloud service can prevent ARP attack and MAC spoofing, backup is made on a regular basis, and data will never be lost;(2)ReliabilityHigh performance, extremely low fault rate, flexible expansion or reduction of resources according to application requirements;(3)StabilityIn case of any faults, the data will be automatically migrated to other cloud servers, which ensures normal use of system;(4)Low Maintenance CostBasically, the cloud server provider is responsible for maintenance, and we only need to pay service fee for spaces.Hardware Architecture Diagram8、ConclusionData has become the most important production factor in the information age. Obtaining accurate data may allow you to take the lead in the future development of rubber and plastics manufacturing industry.Dekuma Intelligent serves as a powerful tool to transform basic data into information, thereby driving productivity.
No matter whether you are willing to develop in the digitization trending, or whether you can accept the digital transformation, the torrent of the time will still drive you forward.
The future will be dominated by big data. Your choice made now will decide to become a stumbling block or an accelerator for development of rubber and plastic manufacturing enterprise……

























.jpg)
.jpg)
.jpg)
.jpg)


.jpg)
.jpg)