How does Dekuma use TRIZ theory to improve pipe cutting machine?
Abstract: With the continuous improvement of productivity of extrusion production line main unit, the capacity of its downstream equipment shall also be continuously improved to fulfill the requirements. This section introduces the method that Dekuma solves the problems of difficult adjustment of the cutting machine feed mechanism and difficult control of the feed speed with TRIZ innovative theory.
Keywords: TRIZ extrusion line Cutting Machine
01 The main problems of commonly-used feed mechanism in the industry
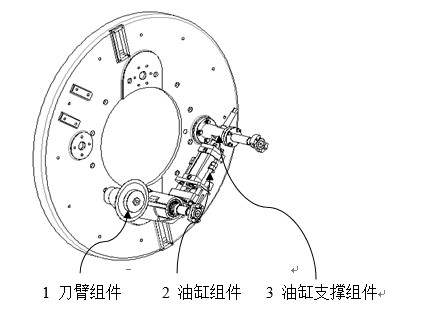
The feed mechanism of the cutting machine commonly used in the industry meets the processing requirements of the feeding and retracting with a group of hydraulic pump, supply hydraulic oil to hydraulic cylinder to control the swing movement of tool arm.
To cut pipes with different diameters and different wall thicknesses, firstly, it needs to adjust the initial feeding position, and meanwhile, it also needs to effectively control the feed amount of the tool arm; on the other hand, the feeding length is generally controlled by the cylinder stroke, and the initial position of the feed is controlled by adjusting screw of hydraulic cylinder support assembly.
In addition, for different cutting methods, the feeding speed shall also be controlled. The feeding speed is realized by adding the flow control valve in hydraulic circuit. If the speed is too fast, it will easily damage the cutting blade or saw blade.
(1)Difficult to adjust the initial position of tool arm
The initial position of tool arm shall be adjusted by adjusting screw of hydraulic cylinder support assembly. It needs to loosen or tighten the lock nut and rotate the adjusting screw. Due to lack of suitable marking scale, it can only perform the action of feeding and retreating after preliminary adjustment, observe whether the cutting thickness can be completed, and finally lock the adjusting screw. However, when adjusting with this method, the working space is limited, and adjustment is very inconvenient.
(2)Difficult to control the tool arm feeding speed
The feed of tool arm is adjusted by the flow control valve, and it is difficult to obtain a suitable feed speed. The speed is easy to become too fast or too slow. The operators shall adjust the appropriate feeding speed for many times, which requires high technical level of the operators.
(3)Slow feeding speed
The feeding speed has only one speed when passing through the flow control valve, especially under working conditions with relatively slow feeding speed, the tool arm takes more time in approaching stroke. Taking the 40mm feeding stroke as an example, 20mm is approaching stroke, which requires 30s; the remaining 20mm working stroke also takes 30s, and it takes total 1min to complete the cylinder stroke.
02 Solve problems with TRIZ theory
The TRIZ theory was first proposed and summarized by the Soviet scientist Genrich S. Altshuler. TRIZ theory contains many systematic, scientific and operational creative thinking methods and analytical methods for finding problems. After years of development, TRIZ theory has become a mature classical theoretical system for solving practical problems in product development.
The general method of TRIZ theory to solve problems is that, first, abstract the special problem to be solved into a standard problem; then obtain a general solution based on the methods and tools provided by TRIZ theory; finally, obtain the final solution based on the user’s experience.

Heavy Duty Chipless Cutting Machine DKM-PO450
(1)Find and analyze problems – abstract into standard problems
Based on the analysis of the actions of feed mechanism, Dekuma’s engineering team conclude that in the approaching stroke, the feeding speed is expected to be faster, to reduce the feeding time and improve efficiency; while in the working stroke, the feeding speed is expected to slow down. On the one hand, it is aiming to reduce the load resistance of hydraulic cylinder; On the other hand, it is to reduce the rigidity requirement of the whole mechanism, and to improve the service life of the blade. From this analysis, the feeding speed shall be combined fast and slow, forming a pair of physical contradictions.
(2)Conduct resource analysis to find out contradictions
Four separation principles are summarized with TRIZ theory according to space, time, condition and system level, which are space separation, time separation, condition separation, and whole-part separation.
Among them, the principle of time separation is to separate the conflicting parties in different time periods, aiming to solve the problem or reduce the difficulty of problem. Based on analysis, Dekuma’s engineering team solve the problem of different speeds required by feeding speed at different times with this principle.
Comparing the corresponding 12 innovative principles in the principle of time separation, the “fast principle” that completes harmful operations at the fastest speed serves as the most effective one of the 12 innovative principles. For the feed mechanism, slow approaching travel can be considered as a harmful operation, which is very harmful to the improvement of efficiency.
(3)Problem solving
To quickly complete the harmful operation, the “fast principle” is adopted to solve the problem of approaching stroke. Dekuma introduces a deceleration cylinder, which quickly feeds and oil return to complete the action during approaching stroke. When it comes to the working stroke, the oil return of cylinder reduces the speed of working stroke by decelerating to meet the process requirements.
03 Main advantages of the new segment-controlled feed mechanism
To solve the problems encountered by commonly used feed mechanism in the industry, achieve the convenient operation of the extrusion production line, and reduce the cycle time required to replace different pipe specifications, Dekuma’s engineering team has developed a new segment-controlled feed mechanism, with the main advantages and principles as follows:
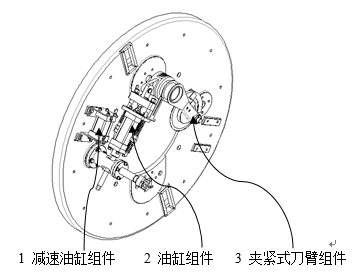
(1)Fast adjustment of tool arm initial position
The position of tool arm can be adjusted quickly by way of clamp-type tool arm assembly. The operation method goes as follows. Loosen the fixing screws of the clamping block, and swing the tool arm quickly to the marking scale line of the required specification according to the scale displayed on the sign, and then tighten the fixing screws of the clamping block. The initial operation of tool arm position adjustment is thus completed.
(2)Control the oil via deceleration cylinder
Therefore, two stages of fast and slow feed speeds can be achieved. Fast feed is adopted during the approaching stroke, and slow feed is adopted during the working stroke, which can effectively reduce the feeding cycle of tool arm. Taking the 40mm feed stroke as an example, 20mm is the approaching stroke, the time required for fast feed in the approaching stroke is 1s, and the time required for slow feed in the working stroke is 30s, and it takes total 31s to complete the whole stroke, which can save approx. half time of the original mechanism.
(3)Springs configured by deceleration cylinder and feed cylinder
The hydraulic cylinder can be reset actively, allowing the action of tool retracting to be completed faster, which further reduces the time of the whole process and improves the stability of actions.
04 Various processes of tool feed and retracting – description of actions of feeding cylinder and deceleration cylinder
(1)Fast feeding speed
The oil flow to no rod cavity of feeding cylinder, and the rod cavity cylinder returns oil into the deceleration cylinder. Before the piston of the deceleration cylinder reaches the limit position, the piston can move quickly, and the return oil of piston enters the hydraulic tank via valve body.
(2)Slow feeding speed
After the piston of deceleration cylinder moves forward and gets contact with the limit point, the piston will stop, and the oil can only return to the hydraulic tank via throttle valve. Thus the forward speed of the cylinder is reduced significantly, and it enters the slow-speed stage until the feed reaches in position.
(3)Fast retract speed
Both the deceleration cylinder piston and the hydraulic cylinder are set with return springs. The oil passes through the deceleration cylinder piston and quickly pushes the deceleration cylinder piston back to its original position driven by the spring’s reset thrust. Also acted by the spring force, the oil cylinder realizes fast return action.
(4)Retract in place
After the piston of the deceleration cylinder returns in place, the oil passes through the check valve. The piston installs with a check valve, allowing the oil to quickly pass through the piston, enter to rod cavity, and push the tool arm to return to the origin position quickly.
05 Conclusion
By applying the invention principle of TRIZ theory, Dekuma has proposed the idea of solving the problem of feed segmented control, which improves the action performance of feed mechanism cylinder and the time of each process.
The new segmented-control feed mechanism developed by Dekuma doubled the feeding speed, and ensured the stability and reliability of the retracting action. The cutting machine, as part of the extrusion production line, can better match the productivity of the entire production line!






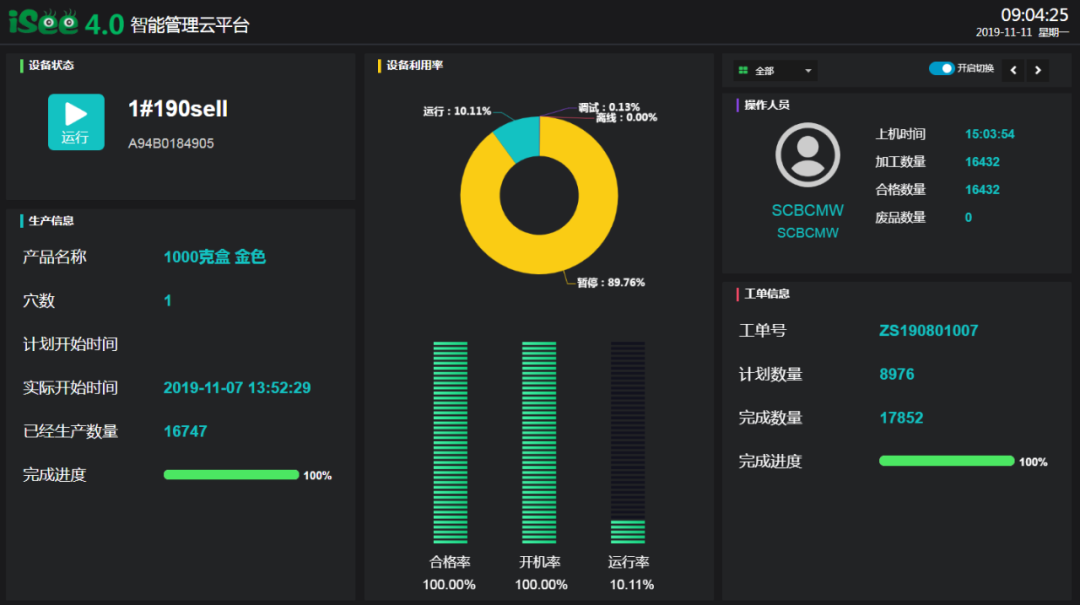
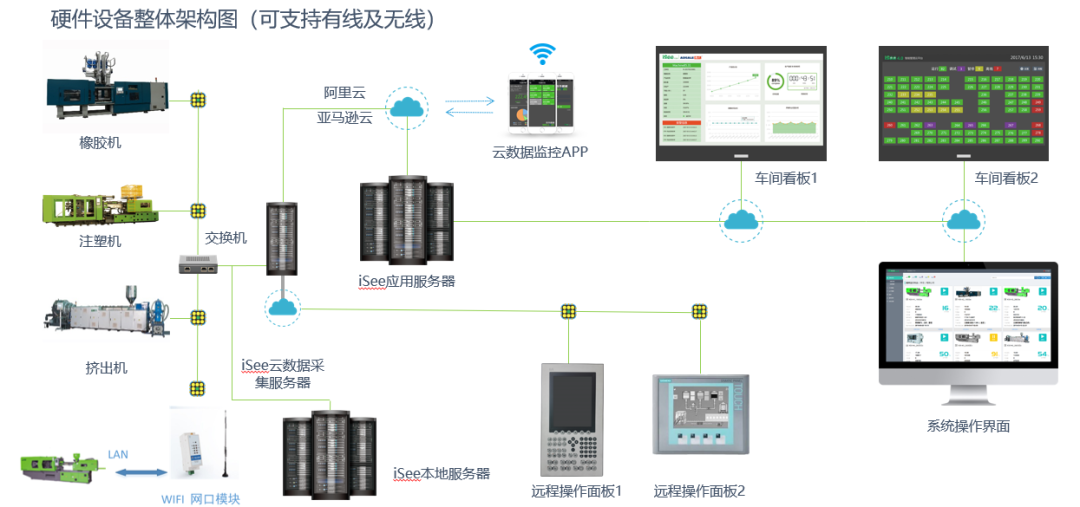
The Application of Dekuma intelligent management system
.jpg)
.jpg)
.jpg)
.jpg)


.jpg)
.jpg)
No matter whether you are willing to develop in the digitization trending, or whether you can accept the digital transformation, the torrent of the time will still drive you forward.
The future will be dominated by big data. Your choice made now will decide to become a stumbling block or an accelerator for development of rubber and plastic manufacturing enterprise……
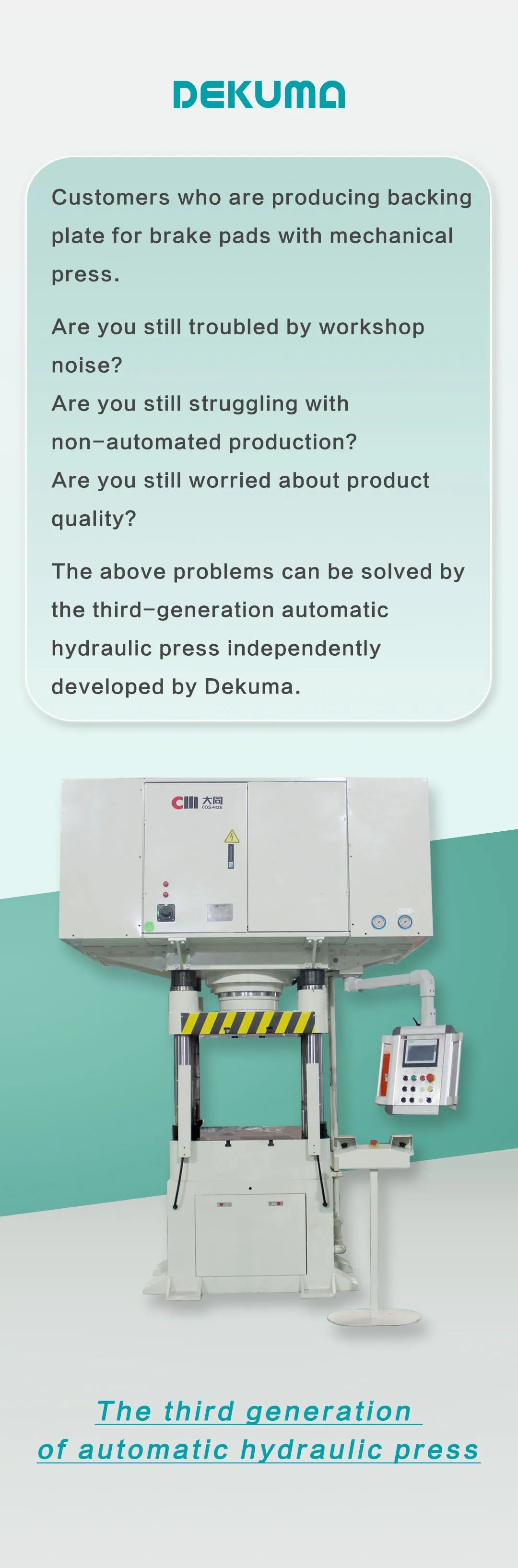


Cosmos Press Solution for Backing Plate of Brake Pad Production
Abstract: This paper introduces an environmentally-friendly and efficient servo hydraulic press for production of backing plate of brake pads launched by Cosmos Presswhich widely used in the brake pad industry in past few years.
Keywords: automobile brake pad, production of steel backing, automatic production.

1. Difficulties in production process and special equipment for backing plate
Our investigations in Guangdong, Jiangsu, Zhejiang, Hebei and Shandong district reveal that the production of backing plate has the following features: the steel plate is relatively thick, generally 4-6mm, while the backing plate is generally designed with rivets and holes for installation on the caliper, therefore, the production processes are various and accuracy requirement is high.
At present, in the industry, the conventional punching process is the main production method. The main production equipment are mechanical presses. Some factories will use traditional hydraulic presses in some processes.
The control of quality is difficult in the production process with mechanical press and traditional hydraulic press. The production with mechanical press has a great impact on the service life of die. There is no domestic machine manufacturer to produce precision pressing equipment for backing plate. Some customers with high quality requirements will use imported fine blanking press which improves the quality of backing plate. However, the fine blanking press with price of several millions greatly increases the production costs. In addition, it is not conducive to flexible production with different specifications and in small batches, and affect the competitive advantage of enterprise.
Furthermore, the mechanical press generates great noise during punching process, so it is not environmentally friendly. Workers must wear ear protector for protection, the worse working environment cause difficulties in recruitment. With the improvement of urbanization, a factory which generates noise and is not environmental friendly is often complained, so the working time is greatly limited!

2. Introduction to functional characteristics of Cosmos servo driven hydraulic press
Automobile brake pads are vulnerable parts with large production volume. With the rapid growth of the automobile market and the increase of automobile owner, all automobile brake pad manufacturers are expanding their plants to increase productivity, and new manufacturers are also running into the market.
To meet the needs of customers, Cosmos Press, under the support of the group’s strong R&D strength, has launched a special environmentally-friendly, low noise level and efficient servo driven hydraulic press for production of backing plates. The machine matched with the molds can fully cover the typical production processes of backing plates including 1.chamfer forming; 2.stamping; 3.pin forming and 4.fine stamping;
At the beginning of the design, the characteristics of “large quantity and low price” of backing plate production were known. On the premise of meeting the function, the costs of the equipment should be minimized, and the redundant design should be well controlled, to ensure that each kilogram of steel of the equipment is useful, and each component is appropriate at this position.

3. Advantages of Cosmos servo driven hydraulic press
3.1 Compact structure, easy operation, and automation
This machine is different from the traditional small table hydraulic press. Its hydraulic electrical system is reasonably designed and arranged on top. It is compact, has no obstacles around the machine, and is convenient for operation and installation of the mold. It does not affect the placement and handling of products. It is deeply favored by the workers on site. There is no obstacle around. Therefore, neither single machine automation nor multi-machine automation is affected. The production mode of multi-machine automation device reduces the manpower.
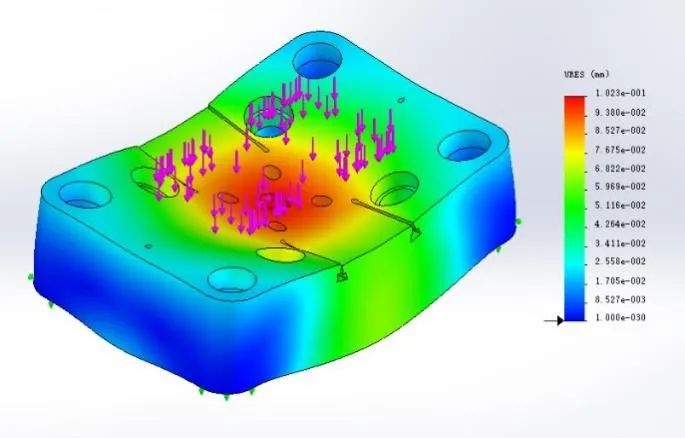
3.2 Rigid and lightweight machine body structure
The machine body structure avoids the “short, flat and fast” method of the small table machine, that is, three platens are made of heavy steel plates to achieve the purpose of rapid design and production. The three platens composed of top platen, moving bolster and fixed bolster are made of high-quality nodular cast iron. The reinforcement structure adjusted by finite element analyses is more reasonable, enhance good strength and small stress deformation, and has more optimized weight and safety factor ratio. Therefore, it avoids the phenomenon of “the wool coming from the sheep”, i.e. customers spending more money on machine weight.
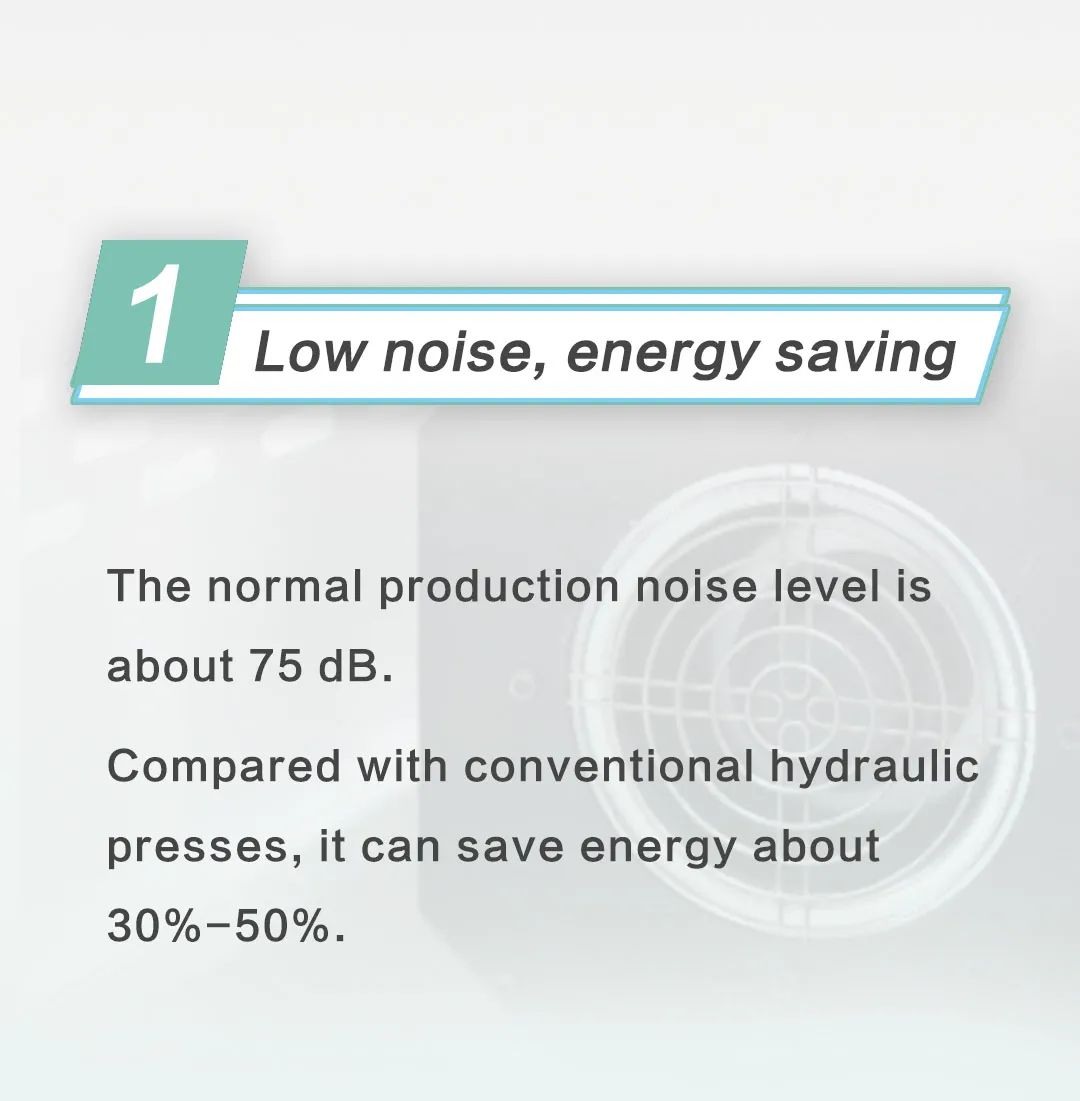
3.3 Low noise level, environmentally-friendly, high-speed and stable hydraulic system
3.3.1 Low noise level and environmentally-friendly
The optimized servo motor hydraulic pump system only generates approximately 70dB to 80dB noise level during operation, and almost doesn’t generate noise in idle time, which greatly reduces the noise problems in the working environment. The operator enjoys moving from mechanical press workshop to servo driven hydraulic press workshop. To a certain extent, it also reduces the pressure of labor recruitment.
3.3.2 Pressure and position accuracy
The moving position and the pressing pressure are controlled and detected by precision linear transducer and pressure sensor. The pressure sensor matched with servo driver control can realize stepless regulation of working pressure. The working pressure for production of large and small backing plates can be set according to demand, which improves the quality and stability of products, and improves the “uncontrollable pressure and vulnerable mold” during punching operation; the pressing pressure can provide data support for new product development according to the size and accuracy requirement of product.
3.3.3 High-speed response
The highlight of the hydraulic system is used of imported Rexroth directional valve matched with the domestic mature two-way large-flow cartridge valve technology which not only realizes high-speed response to meet the production efficiency, but also reduces the manufacturing costs of the high-speed hydraulic system. The specially designed cartridge valve system reduces the resistance of the hydraulic oil flowing at a high speed, reduces the calorific value and the energy consumption, ensures the long-term high-speed response without stuck phenomenon, and ensures 24 hours stable and automatic production of press hydraulic system installed with oil cooler.
3.3.4 Control system
The “PLC+ touch screen + servo driver” control can realize the intuitive and efficient setting of the process flow and parameters. The flexible pressing process is adopted. Based on current backing plate production process and years of experience, Cosmos Press’ machine contains most of the pressing technologies of production process in the market. It can do the pressing process that cannot be completed by the mechanical press, realize the flexible and multi-purpose use of one machine, reduce the expenses and floor areas of production line, and lower the production costs.

Instant and effective action prompts

3.3.5 Unique finishing process structure
Based on the requirements of production process of backing plate, the machine is designed with a special cushion cylinder structure for finishing process. The sheared edge zone and dimensions of backing plate produced by the customer’s mold with the cushion cylinder structure, can reach the precision requirement from main engine factory. A special proportional pressure valve is equipped on the two-way cartridge valve to realize the floating blank holding force during finishing. By adjusting the floating blank holding force, the sheared edge zone of finished backing plate can meet the requirements. Besides, under the support of the floating force, the geometric dimensions of the previous processes of the backing plate will not be affected. A certain leveling effect will also be achieved.
Equipped with a special mold frame, it can be used in the reverse finishing process, that is, the ram cylinder is used for pressing and leveling, and the cushion cylinder is used for finishing. This process action is applicable to products requiring high leveling force.
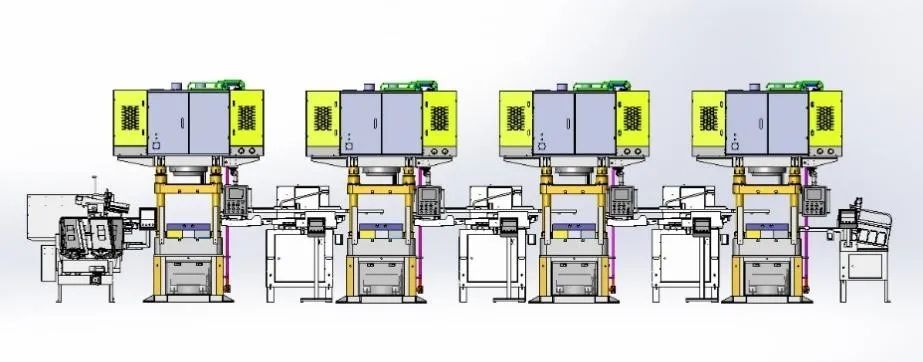
The finishing process meets the quality requirements of backing plates. Three or four machines are combined to form an automatic line for production of backing plates. Customers do not have to spend millions on purchasing imported machines. It reduces the production costs of products, realizes the flexible production with different specifications and in small batch, and improves the product competitiveness.
4. Other advantages
4.1 Energy saving
The servo motor as the power source of machine. In working, it outputs the torque according to the real-time loads. Its power loss is small, 50% less than the traditional induction motor fixed with displacement pump, and at least 30% less than the traditional induction motor with variable pump.
4.2 High productivity
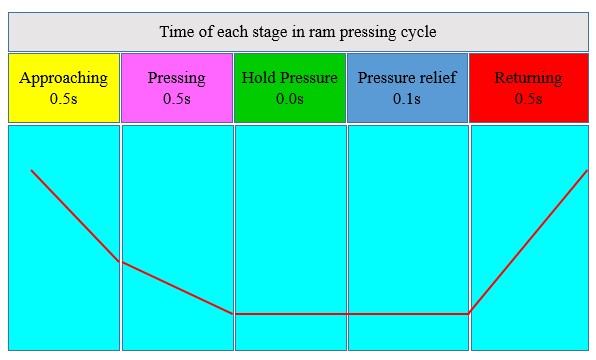
Its productivity is equal to that of mechanical press. It can complete punching action within 1.3s-1.6s and complete finishing action within 1.7s-2.3s.
5. Conclusions
Its successful development has solved three problems in traditional brake pad production process with mechanical press, i.e. “difficult recruitment & low per-capita productivity, noisy and high energy consumption”, relieves the pressure of environmental protection of an enterprise in production, greatly improves the product competitiveness, creates profits for users, and makes contributions to the development of automobile industry in China.
Chinese Creation of German Heritage | DEKUMA Brand Story
1. Hardship in plastic machinery development
Since 2002, with China’s reform and opening-up policy, its economy rapidly grew and there was a strong demand for rubber and plastic machinery and equipment from different industries. The Chinese manufacturing industry’s knowledge and technical skills in the rubber and plastic machinery industry was well behind other foreign countries’, causing local domestic manufacturing companies to be dependent on imported machines. European and American equipments were more advanced, but they were expensive. Shipments were also slow and after-sales services were mostly unresponsive. If the machines or components were damaged when received and required re-ordering, the lead-time usually took at least one or two months for another shipment. This greatly hindered China’s rapidly growing manufacturing industry.

Some European manufacturers realized the opportunity for business development in China, and decided to invest and set up factories in China. Only a few of them were successful in setting up their manufacturing facilities and developing their own brands in China, most of them were unable to take any market shares in the Chinese market due to a lack of understanding of Chinese law, culture, the market, etc.
2. Awakening of the industry

Amid the industry’s development, we questioned if a machine with high performance and reasonable production cost was really impossible, and whether high-end rubber machines can only be used in niche markets.
For several years, the core management team of Cosmos Machinery Enterprises Ltd. (Cosmos) had been searching for solutions.
Cosmos is a Hong Kong listed company with more than 40 years of experience in machine manufacturing, industrial product trading, and manufacturing of plastic products. Cosmos has been one of the market leaders in machine manufacturing in China Mainland, with an ample source of quality customers and suppliers. Our strong sense of brand awareness and quality control have demonstrated asuccessful model more capable than our mainland counterparts. In addition, Cosmos has an advanced and extensive capacity forproducing and processing rubber machinery as well as the rich experiences in collaborating with some international partners. More importantly, the core team in Cosmos could communicate well and exchange ideas with Europe counterparts, which would help us understand and develop necessary knowledge and skills in advancing our technology.
With Cosmos recognizing the importance of manufacturing its rubber machineries on its own, it then built a machining center in the 1990s, which has possessed a strong processing and production capacity.

In order to enhance the competitiveness of China’s rubber and plastics machinery and equipment industry, and reduce the dependency on imported equipments, it was important to develop the ability to build our own high-end equipments, that is why Cosmos’ executives have conceived a uniquesolution.

DEKUMA GmbH Deutsche Kunststoff Maschinen


With the continuous competitive environment across all industries, the competitive edge of Dekuma’s standard was being challenged, and more importantly, both domestic and foreign customers urgently needed customized equipment to enhance their competitiveness.
In order to satisfy the upgrading needs of customers, Dekuma turned its attention to the niche market segments in 2012 and began actively paying attention to theirneeds by continuing the technological innovation and continuous research and development.

Although there was still a gap between Dekuma’s equipment and imported equipment, the gap was narrowing rapidly. Comparing with foreign branded equipment, some of Dekuma’s most significant competitive edges are rapid response, effective technical exchanges in early stages, timely equipment delivery, equipment installation and optimization, and quick solutions to problems encountered by customers… These characteristics could be the real solution for problems of efficiency encountered during the rapid development of all Chinese manufacturers.
Among different niche market application, Dekuma has been highly recognized by our users such as from automobile nylon tubing, rubber track, the microduct cables, hydraulic press for brake pad sectors thanks to our strong R&D, perseverance and our willingness to customize products for our clients.
6. China’s smart manufacturing journey



How Dekuma microduct extrusion line is pushing the limit?
近日,畅销产品DEKUMA微管挤出生产线通过验收,实现多项性能突破!
DEKUMA微管挤出生产线远销欧洲、中东、东南亚等地,可生产用于光缆网络建设和扩建的硅芯管和集束管。自2011年推出以来,DEKUMA与客户合作,不断优化升级,打造四大优势:
01.高输出
6-14mm硅芯管DEKUMA微管挤出生产线生产速度可高于100m/min。
凭借DEKUMA高产量挤出主机、优化设计的多层模头、高性能下游设备、自主研发的PCC全线电脑控制系统和多年的细节优化,其生产速度实现了世界级速度。
02.高稳定性
在管材的高速生产中,生产线的各个环节都可能成为生产速度的瓶颈。
主机挤出量的波动,真空度的突然变化,甚至冷却中的摩擦,都可能随时中断管材的生产。
DEKUMA知道用户的想法并为用户考虑。在原有高品质挤出生产线的基础上,对微管的生产进行了针对性的优化,实现了生产速度的不断突破。
现在,100m/min 的速度仅仅是个开始。我们将继续挖掘DEKUMA挤出线的潜力,立志成为微管生产设备的最佳选择。
03.操作方便
先进的PCC电脑控制系统,实现全线自动化控制。
主机配有米重控制装置,实现生产速度和挤出量的自动调节。
收卷机配有积放架,并设计有自动换卷功能,使紧张的换卷工作变得轻松可控。
04.交钥匙解决方案
2011年,为满足意大利客户的要求,DEKUMA自主研发了该设备。
在与客户的不断合作中,德库玛逐渐加深了对微管生产需求的理解,并不断对设备进行优化升级。
DEKUMA已经掌握了微管生产的交钥匙解决方案,并取得了多项突破。挤出生产线可达到同类设备的世界一流水平。
微管挤出生产线不仅帮助意大利客户成为当地最大、欧洲领先的通信网络解决方案提供商,还成功协助沙特阿拉伯、埃及、南非、泰国等地区的客户从传统管材生产升级到微管生产.
随着通信技术的不断发展,特别是5G网络的高速普及,网络运营商需要增加新的光缆网络以满足用户日益增长的数据需求。城市大规模光缆网络的建设依赖于充足的地下管道资源。因此,通信管道管孔资源的短缺是不可避免的。
传统的扩管方式需要挖路,成本高,施工难度大。在国外,基于硅芯管和集束管的微导管和微光缆系统技术是解决“最后一公里”问题最流行的方法。德库马与国外客户合作开发的微管挤出生产线,为客户提供高产能、高稳定性、人性化操作的一整套解决方案,帮助客户轻松实现微管生产的转型和产能升级。
Countdown, Chinaplas 2021 THE WORLD’S LEADING PLASTICS AND RUBBER TRADE FAIR will be launched soon!
Hi Everyone,
CHINAPLAS 2021(THE WORLD’S LEADING PLASTICS AND RUBBER TRADE FAIR) with be held next Month in April 13th to 16 in SHENZHEN. DEKUMA Extrusion Line and Rubber Injection Moulding Machine will show our latest technology in the booth No. 8J21. We look forward to seeing you there.
Fair Information:
CHINAPLAS 2021
The 34th International Exhibition on Plastics and Rubber Industries
Date 2021.4.13-16
Opening Hours 09:30-17:00
Venue Shenzhen World Exhibition and Convention Center (No.1 Zhancheng Road, Fuhai Street, Bao’an District, Shenzhen, Guangdong, China)
DEKUMA Booth No.: 8J21
DEKUMA Exhibits
Extrusion Line
- 38L/D Single Screw Extruder
- Twin Screw Extruder
- Forming Machine for Automobile Bellows
- High Speed Automatic Winder
Rubber Injection Moulding Machine
- RC40 for Auto Sealing
- RA500 for Rubber Insulator
- H100 for Sealing Ring

The new high efficiency large diameter PE pipe of DEKUMA extruder
High density polyethylene (HDPE) pipe has outstanding characteristics of chemical corrosion resistance, good welding performance, no pollution to the transmission medium, long service life, low manufacturing and installation costs. Due to the excellent performance of HDPE pipe, large diameter PE pipe is widely used in domestic water supply, mariculture, desalination engineering, transportation of corrosive medium or slurry, application in corrosive soil environment and application in water supply Lining method has unique advantages in repairing old pipelines.
Since the 13th five year plan, the demand of large diameter PE pipeline Market at home and abroad has maintained a sustained and stable growth. Especially in recent years, the wall thickness design of large-diameter PE pipe products is getting larger and larger, and the equipment manufacturers need to have high-speed and efficient extrusion host to meet the higher process requirements in large-diameter PE pipe extrusion production.

DEKUMA has always been a silent cultivator in the extruder industry, and has never stopped exploring product design and process technology. Dkm-ei150 × 36 main machine is newly launched for large diameter PE pipe extrusion line, which continues the excellent quality of DEKUMA products
1、 High yield extrusion, basic yield 1600kg / h, maximum yield 1800kg / h;
2、 It can adapt to the plastic extrusion of various anti sag materials and meet the production demand of large diameter thick wall pipe;
3、 The linear extrusion is stable, and the ratio of rotational speed and extrusion quantity is very stable, which is convenient for process adjustment in the production process;
4、 Extremely low production energy consumption, increase profits for production enterprises
DEKUMA will always adhere to the business philosophy of “craftsman in the heart, proficient in making”, speed up technological breakthrough, from the perspective of users, continue to develop and produce extruders that meet the needs of users. Consolidate the high-end equipment brand influence of “German gene, made in China” and reshape new productivity.
Merry Christmas!
The Rubber injection moulding maching,Extrusion lines and Cosmos press wish you and your family Merry Christmas and happy new year!